【目次】
1. 事例:市場トラブルの現状
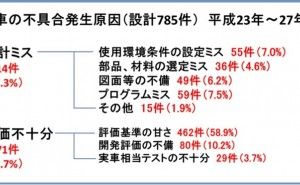
市場では、一体どのような製品のトラブル(故障や事故)が発生しているでしょうか。下図は、自動車の設計に起因するリコール届出件数及びその割合を示したものです。
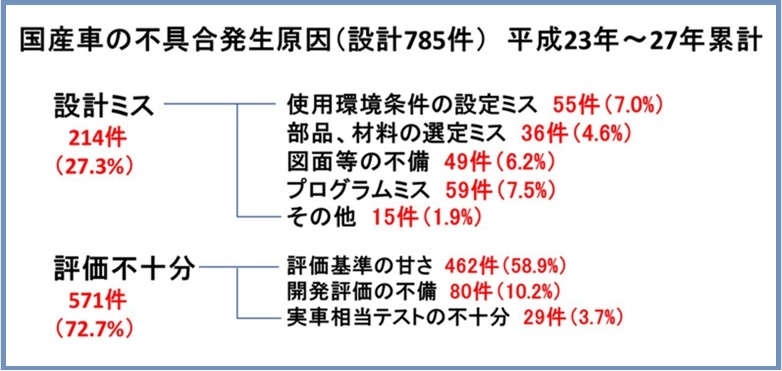 (国土交通省「平成 27年度リコール届出内容の分析結果について」を参考に作成)
(国土交通省「平成 27年度リコール届出内容の分析結果について」を参考に作成) 上記のうち事故につながった事例は以下のようなものがあります。(原文のまま引用)
事例1(発煙 67件発生)
イグニッションスイッチにおいて、接点部に使用するグリスが不適切なため、可動接点が固定接点から離れる際のアーク放電の熱によりグリスが炭化することがある。そのため、そのまま使用を続けると、グリスの絶縁性の低下と可動接点の摩耗による金属粉の堆積により接点間が導通し、発熱することでグリスが発煙し、最悪の場合、火災に至るおそれがある。
事例2(火災13件発生)
イグニッションスイッチにおいて、スイッチ内部の接点に過剰な量のグリスが塗布されたため、スイッチ操作時に発生するアーク放電の熱によりグリスが 炭化して可動接点と固定接点間に堆積し、スイッチ内部の絶縁性が低下することがある。そのため、そのまま使用を続けると接点間が導通してスイッチが発熱、発煙し、最悪の場合、火災に至るおそれがある。
事例3(火災1件発生)
小型トラック・バスにおいて、戻り側燃料ホースの材質が不適切なため、架装時、車両洗車時等に使用される化学物質により、燃料ホースが膨潤するものがある。そのため、そのままの状態で使用を続けると、燃料ホースの接続部が外れて燃料が漏れ、最悪の場合、火災に至るおそれがある。
事例4(発煙3件発生)
農耕トラクタの消音器において、熱疲労に対する強度が不足しているため、原動機の排気熱及び振動により消音器に亀裂が生じることがある。そ...
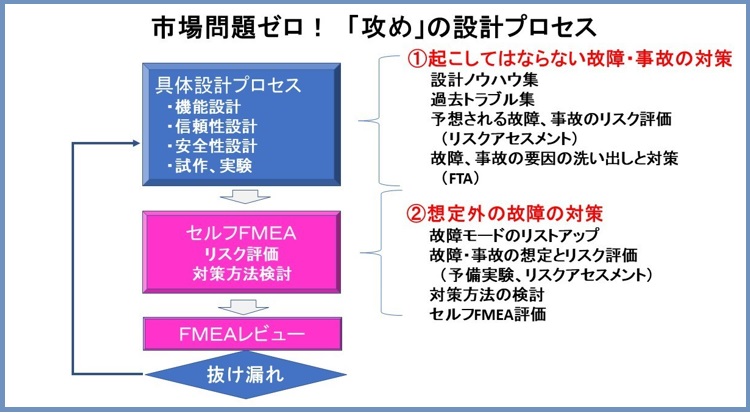
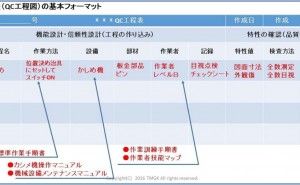
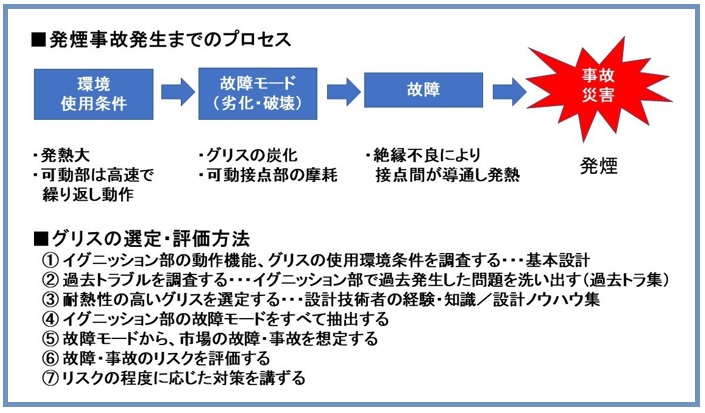 <発煙事故発生プロセスと未然防止対策>
<発煙事故発生プロセスと未然防止対策>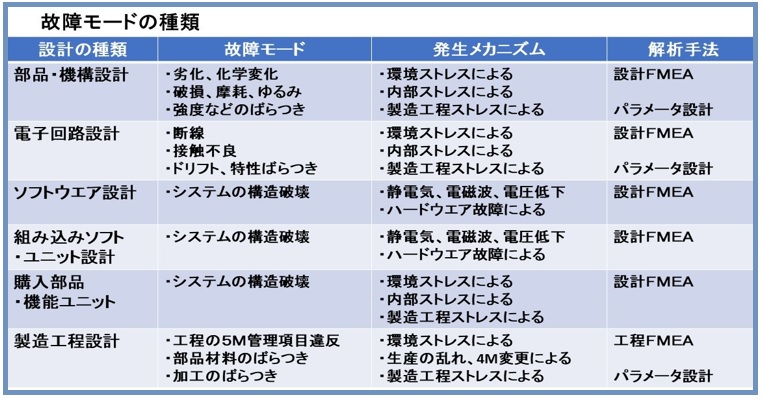 <故障モードの種類>
<故障モードの種類>