◆ なぜなぜ分析の具体的な進め方:製造業の工場品質改善対策・事例解説
前回の続き:「なぜなぜ分析」を作業ミス当事者が行う事が間違いと教えて頂きました。私は管理者ではありませんが「なぜなぜ分析」を指導したいと思います。当事者目線も少し必要と感じます。お願いします。質問文の「なぜなぜ分析」の模範解答を教えて下さい。
さて、それではもう少し具体的に解説します。
まず、作業ミス当事者にヒヤリングすることは必要なことですが、原因究明と対策は管理層が行うべきです。それは、作業ミスを管理の立場から見なければならないからです。次に、なぜなぜ分析は理論として確立したものはありません。
それは、トヨタの工場で設備が故障したときに、原因究明が不足し、設備が頻繁に故障したために、当時の工場責任者であった大野耐一氏(のちの副社長)が、部下に指導を行ったとき、「なぜを5回繰り返せ」と教えたのです。
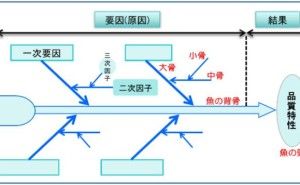
それが、今の時代まで伝わっているのですが、大野氏は、なぜなぜの理論を確立した人物ではありません。部下の指導のために、もっと深く考えよ!と教えただけなのです。一般になぜなぜ分析は、原因究明のために使われていますが、工場の不具合の原因は、人・設備・方法・材料の4Mに分類されます。また測定・環境を加えて5M+1Eで分類することもあります。なぜなぜの深堀は、この4Mの要素の中に要因がないかどうか調べることが必要です。これをすべて作業者にさせることはできませんね。
このように漏れがないように要因を洗い出すことをMECE(ミッシー:Mutually Exclusive, Collectively Exhaustive ダブリなく、漏れなく)といいます。5M+1Eのすべてについて調べれば、漏れや抜けがなくなるという考えです。
これを、「なぜなぜ」に適用すると
異品種混入の要因(なぜ異品種が混入したのか)
・人の要因・・・・・・・作業者同士のコミュニケーション
・設備の要因・・・・・・ブレードの確認
・方法の要因・・・・・・作業分担、引継ぎ手順
・材料の要因・・・・・・なし
・測定(検査)の要因・・洗浄確認
・環境の要因・・・・・・計画変更で、焦り
・設備の要因・・・・・・ブレードの確認
・方法の要因・・・・・・作業分担、引継ぎ手順
・材料の要因・・・・・・なし
・測定(検査)の要因・・洗浄確認
・環境の要因・・・・・・計画変更で、焦り
の6項目について、要因を漏れなく洗い出すことになります。もし、材料に要因がなければ、「なし」としてその後は対象から外します。そうするといくつかの要因が見えてくると思います。
次に、それぞれの要因をもっと深堀するにはどうするかです。やはり4Mのような思考の「枠組み:切り口」がないと、抜けや漏れが生じてしまいます。ここでもMECEが必要になります。
例えば発生原因(工程)/流出原因(検査)という分類方法があります。また発生原因(工程)の中身は以下に分類されます。
・手順書の不備または手順が決まっていない
・手順書を守らない(故意)
・手順書を守ろうとしても守れない(急ぎの作業)
・手順書を知らない(教育不足、新人が作業)
・手順書を守らない(故意)
・手順書を守ろうとしても守れない(急ぎの作業)
・手順書を知らない(教育不足、新人が作業)
このように枠組みを設定して論理的に考え、段階的に分類していく方法を「ロジカルシンキング」といいます。ブレードの確認、作業分担、引継ぎ手順・・・などのそれぞれの要因について手順書が不備なのか、守らなかったのか、現実は守れないのか、教育不足なのか、を実態を調べます。この時、作業者へヒヤリングしたり、現場を見たり、手順書の記載内容を調べます。これを「三現主義」に基づく原因究明といいます。
ここまで調べると、直接の原因が見えてきます。(以下は、例えばの例)
・計画変更時(工程が通常の管理状態から外れたとき)の体制、ルールが不明確
・この時、手順書で決められている項目が守れない状況に陥った
・工程が通常状態から外れたときの別ルールが必要だが、それがなかった
・この時、手順書で決められている項目が守れない状況に陥った
・工程が通常状態から外れたときの別ルールが必要だが、それがなかった
これが、直接の原因です。
原因はすべて「ルール:規定」を基準に考えます。これを、人の行動や心理状態がどうだったと考えても、原因にたどり着きません。なぜなぜのループができるだけです。
原因にたどり着くには
・MECEの設定(4Mなどの切り口)
・ロジカルシンキング(切り口を設定し論理的に段階的に分類)
・最後はルール(規定、手順書)を基本に考える
・ロジカルシンキング(切り口を設定し論理的に段階的に分類)
・最後はルール(規定、手順書)を基本に考える
であり、無秩序になぜなぜを繰り返しても頭が混乱するだけです。
原因にたどり着いたら、その対策は、原因の逆の考え方で、ルールを基本に考えると
・ルールの不備を直す
・ルールがなければ新しく作る
・ルールが守られないなら教育訓練計画を立てる
・ルールがなければ新しく作る
・ルールが守られないなら教育訓練計画を立てる
これが直接原因の対策です。但し、これは個別の問題の対策であり、これだけでは、類似の問題発生は防ぐことはできません。「是正対策」「水平展開」を行って、未然に予防することが重要です。それには工場全体で対策しなければならないことも必要になります。例えば、人が不足しているなら補充を行う、設備が不備なら増強する、生産管理システムを強化するなどです。しかし、これにはお金や期間が掛かりますから、工場の実情に合わせてどこまで実施するかを決めなければなりません。
またそのほかにも間接的な対策として
・朝礼などで、問題点を話し合いコミュニケーションを密にする
・応援制度を設け、急な負荷に対応できる体制、フローを作成する
・QCサークル活動の仕組みを作り、日常の問題を解決する
・現場監督層のマネジメント教育を実施する
・応援制度を設け、急な負荷に対応できる体制、フローを作成する
・QCサークル活動の仕組みを作り、日常の問題を解決する
・現場監督層のマネジメント教育を実施する
...