1. ロバスト性が高いとは
下図は世界的に有名な狩野モデルの3つの品質に品質工学の性能とロバスト性を対応させたものです.
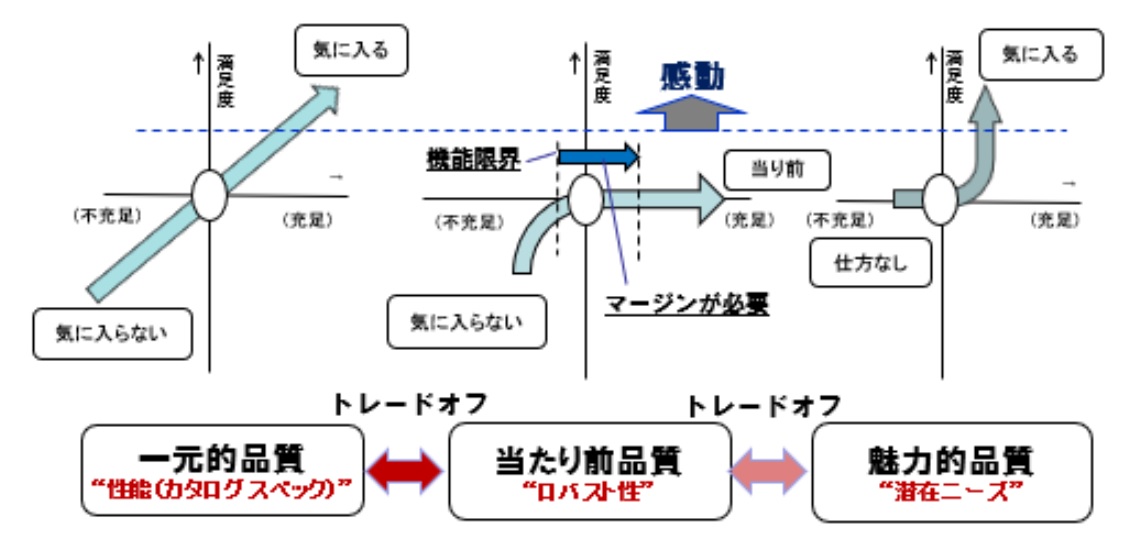
タグチメソッドによる技術開発 日科技連 P.12 図1.6
性能が一元的品質,ロバスト性が当たり前品質に対応し,多くの場合両者はトレードオフ関係にあります.
例えば複写機やプリンタの用紙搬送の速度が性能に相当し,高速にすればするほど印刷時間が短縮し,一元的品質の満足度が向上します.
用紙搬送速度を高くすること自体はローラを駆動するモータの設定を変更するだけですので簡単ですが,用紙搬送速度を高くすればするほど用紙詰まりのエラー率注1.が高くなります.このエラー率が当たり前品質に相当します.エラー率が半年に1回であったものを年に1回に改善してもお客様の満足度がほとんど向上しませんが,一日に1回用紙詰まりエラーが発生するとお客様は文句を言うでしょう.このお客様が文句を言うエラー率が機能限界です.
注1.エラー率は大量のサンプルを使う非効率な評価なので,品質工学では機能に着目した評価をします.
光ディスクやプリンタのデータ書き込みに使うレーザーのパワーも高ければ高いほど記録速度が向上するので性能に相当しますが,レーザーの光パワーを高く設定すると劣化が早まり,記録に必要な光パワーが得られなくなるまでの時間が短くなってしまいます.10年間の使用で壊れても文句を言うお客様はほとんどいませんが,半年で壊れたらほとんどのお客様は文句を言います.これが当たり前品質であり,長期使用しても光パワーの低下が少ないことをロバスト性が高いと呼びます.
2. 性能とロバスト性はトレードオフ関係
このように性能とロバスト性はトレードオフ関係にあるケースが多いのです.よって,お客様満足につながる一元的品質を確保するためには事前にロバスト性を確保しておく必要がありますが,ここに二つの壁が存在するのです.
(1)ロバスト性を犠牲にして性能達成するのではなく性能とロバスト性を両立確保すること
つまりチャンピオンデータを出すことに比べて技術的な難易度が相当に高くなるということです.私が経験したあるデバイスの技術開発では構造や工法の変更を10回近く繰り返してようやく性能とロバスト性を両立させることができました.この間に2層膜からスタートして最終的には7層膜構造のデバイスを考案して事業化を成功させることができたのです.2層膜に比べると7層膜方式は構造が複雑ということだけではなく,動作原理も複雑で技術的な難易度は相当に高いのものとなりました.性能とロバスト性を両立するためにはデバイスやモジュールの構造や工法を大幅に変更する必要があるケースが多いことが1つ目の壁です.
(2)性能とロバスト性を両立確保するための期間を最初からスケジュールとして確保しておくこと
多くの技術開発では最初に性能確保を実現し,その後に信頼性評価等のロバスト性評価を実施して問題が顕在化した後に対策するというスケジュールとなっています.小さな変更による事後対策で性能とロバスト性の両立確保ができればよいのですが,構造変更や工法変更が必要なケースが問題です.技術開発の終盤では構造や工法を変更する余裕がないので,技術開発の完了を大幅に遅延させるか,性能ダウンで製品設計に入るしか選択肢がなくなってしまうのです.このようなことを避けるためには技術開発の初期に性能とロバスト性を確保する十分な期間を設定することが必要です.LIMDOW-MOの技術開発完了までの期間は約1...