品質工学に関して皆さんからいただいた相談、質問の中からいくつかを公開します。
Q1:タグチメソッドはサンプルを108個作らなければいけないのですか?
A1:品質工学会では交互作用の影響を薄める意味で、直交表はL18の利用を勧めています。さらに信号因子3水準×標準/劣化条件の6通りで基本機能に対する動特性を評価すべきと主張するため、18×6=108個という数字が出てきます。
製作時間が数分のサンプルであれば問題ありませんが、1日に数個しか作れない実験の場合に、108という数は製作に数か月もかかり非現実的です。すべての問題が108で解決すればそれでも実施する価値があるでしょうが、必ずしもそうとは限りません。
解決すべき課題に応じてL8、L16、L12なども利用し、せめて2週間以内に評価できる実験を進めて行くのが現実的です。
品質工学会の発表には108実験が多いのですが、一般にはそれにこだわらない人も多いようです。
Q2:予想がつかない外乱に強い品質工学的設計よりも、発生した外乱を減らすほうが簡単ではありませんか?
A:確かに品質工学的手法で難しい点の一つは、外乱を想定した誤差因子の選定です。簡単に実験できるという理由で誤差因子を選ぶと、全く別種の外乱が発生してトラブルになることがあります。内乱/外乱を的確に予想し、それを誤差因子に組み入れるかが技術者の腕の見せ所です。しかし多くの因子を組み込んだ直交表は、それ自体が他因子の変動に強い水準選定の機能を持っていることに加え、技術者の知識/経験に基づいて適正な誤差因子を組み入れることで、少なくとも発生可能性の高いトラブルに関する防止力はかなり高まると言えます。外乱が発生した後で同じ実験を組んでも効果は同様ですが、既に周辺工程が固まった段階での実験は、自由に設定できる因子がかなり限定されるため、その場しのぎの対処になりがちです。
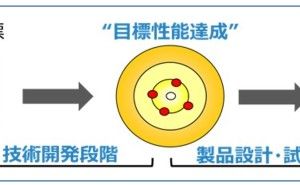
Q3:品質工学はばらつきの少ない条件を選んでから良い特性値を探す二段階設計ですが、この時平均特性の目標が達成できない時はどうするのでしょう?
A3:これはその技術がまだ完成していない事を意味します。要因効果図を使って特性優先でS/N比(=ばらつき特性)の悪い水準組み合わせを選定することも可能ですが、それは生産段階や市場でトラブルが起き易い条件をわざわざ選ぶということです。
このような時はS/N比や特性を上げることが期待できる別の新たな因子を加えた実験によって、要求されるばらつきと特性が両立するまで、技術の完成度を上げてから生産に移るべきです。目標とのギャップが大きい場合は、かなり斬新な仮説/アイデアを新たに設定する必要があります。
Q4:すべての実験に品質工学を使うのは危険ではありませんか?
A4:実験のやり方はケースバイケースですが、実験結果の重要性と許された時間がポイントと考えます。結果が重要であるなら、多少時間がかかっても1因子ではなく複数の因子を考慮し、さらに誤差因子、信号因子まで取り込んで実験すべきですが、どうしても時間の制限があれば小さめの直交表が止むを得ないこともあるでしょう。
...