今回は、マシニング加工のバイス段取りにおいて、普段当たり前のように使っている樹脂ハンマーについて解説します。まず良くない使い方とは、次のような状態です。
- 狙った箇所に正確に当たらない、ばらつく。
- 叩く力がばらつく。
- ワークに当たると跳ねるような感触がある。
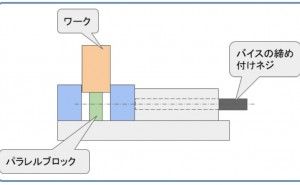
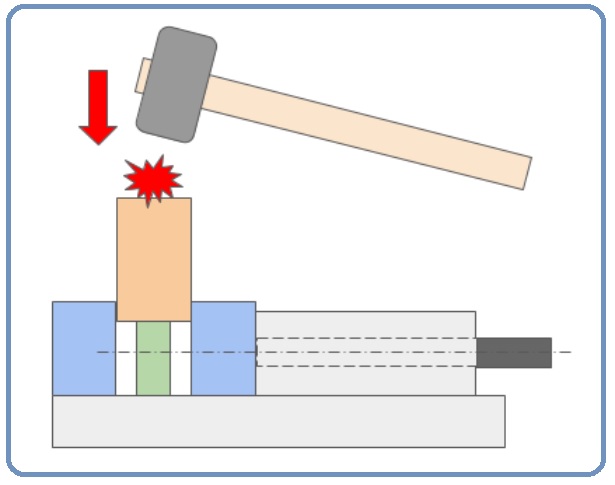
これらはいずれも、迅速に精度良くワークを段取りするには悪影響を与える要素です。まずは、ワークを叩くことから見ていきます。そもそもなぜ叩く必要があるのかですが、下図にあるように、ワークをバイスで締め付ける際、バイスの締め付けネジの中心軸の高さよりも、ワークの下面が上にある場合、締め付け力は前後方向だけでなく、上方向にも働き、バイスを締めれば締めるほど、ワークは上にもズレて上がろうとします。
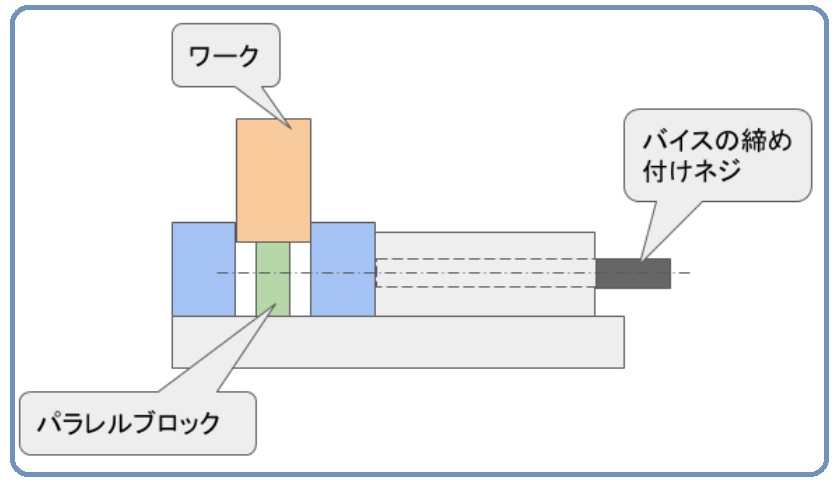
特に油圧式バイスは、これが顕著に起こるようです。そこで、この上がってきたワークを、ワークの下にあるパラレルブロックに押し当て、高さ方向の水平を確保するため、ワークの上面を下図のように叩きます。
今回テーマにしているのは、この時の樹脂ハンマーの叩きかたについてです。正しい叩きかたを下図に示します。
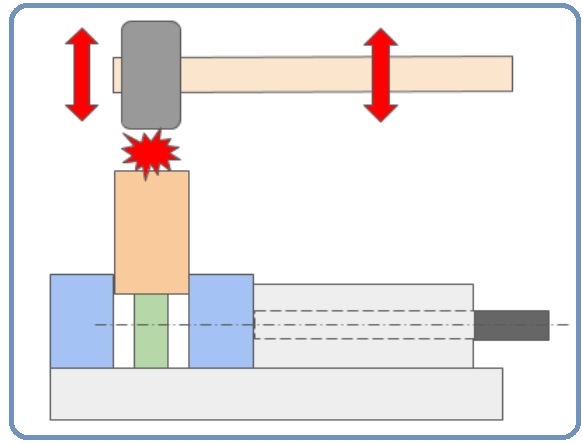
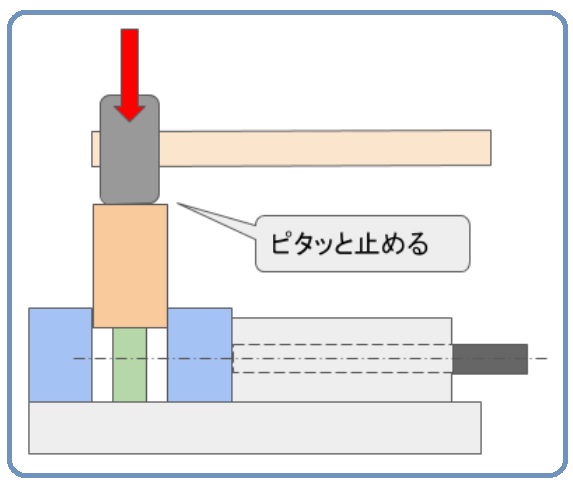
このように、正しいハンマーの軌跡は、円弧を描くのではなく、地面と真っ直ぐ水平になるように叩きます。したがって、ハンマーを持つ腕の肘は脇から若干開き、ハンマーから手、手から肘までが、真っ直ぐ伸びている状態の方が、真っ直ぐ水平に叩きやすいと思います。そして、ワークに樹脂ハンマーがヒットするときですが、ポイントは、当たったハンマーが跳ねないことです。跳ねてしまうと、ワークがパラレルブロックにきちんと着いているか判断しづらいうえ、叩いた荷重がワークにきちんと伝わりにくくなります。音のイメージとしては、「コーーーン」、という感じでしょうか。そうではなく、下図のように、「ビシッ」とハンマーがワークに当たったところで、ピタリと止めるように叩くのが正解です。
次にワーク上面のどこを叩くかですが、真ん中だけを叩くのではなく、下図のように左・右・真ん中の順に叩くことで、ワークの水平を維持させながらパラレルブロックに押し当てるよう叩きます。
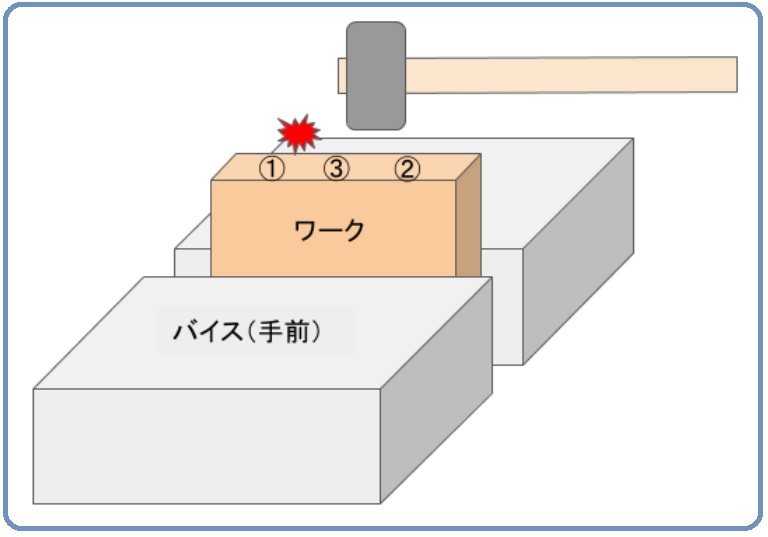
このときの注意点としては、上図の①②の左右を叩く際、あまりワークの端っこを叩かないことです。ギリギリの端を叩くことで、次のような問題が起こり得ます。
- ワークが下に落とされるよりも、横に倒れようとする力が働き、ワークが傾く。
- ワークの下にあるパラレルブロックの上面に、局所的な荷重がかかり、パラレルブロックを痛める可能性がある。
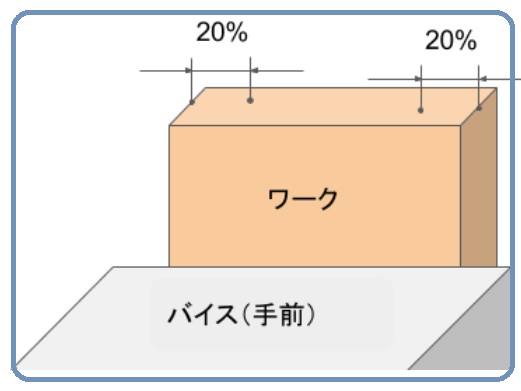
特にワークを傾けようとする力については、もっとも懸念すべきです。では、端がダメということであれば、どのあたりを叩いたらよいのでしょうか。バランスが良いのは下図のように、ワークの端から、ワーク幅の20%のあたりを叩くのが、傾きが起こりにくい位置の目安になります。
この2か所と真ん中を順番に正確に叩き、ヒットしたらピタッと止め、ハンマーの荷重をしっかりとワークに伝えられるよう意識しながら、叩く練習をします。コツとしては、思いっきり力を入れないことです。このことは、金型の磨き仕上げにも言えます。金型を磨いた表面の美しさを出すには、「いかに均等な力で磨き続けるか」にかかっています。
磨きに関する文献には、4kgfほどの力で磨くと良いとされていますが、この力でいかに50回とか100回、均等に磨き続けていられるか、これがポイントです。そのためには、100%の力ではなく、余裕を残して力をかけることです。無理に力を入れれば、その力はとたんにばらつき、均等にはなりません。少し横道にそれましたが、この樹脂ハンマーの叩きも同様です。いかに3か所を正確に、跳ねないようビシッと止めるか、これは余力を残して、正確さを意識しながらでないとでき...