生産管理システムとコストダウンについて、3回に分けて解説しています。
生産管理システムとコストダウンについて、3回に分けて解説しています。1.コストに影響を与える要因を整理
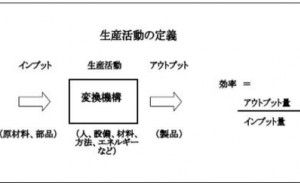
生産管理システムの立場から、コストに影響を与える要因を整理してみます。生産管理は、生産計画と生産統制に分けることができます。そして、生産計画通りに生産活動を進められれば、当然コストも最適になるはずです。
また、これは、私の持論なのですが、「営業は売上げの数値で評価され、工場は時間で評価される。」と考えています。工場では、日々コストダウンを推進しています。そのコストは、(単位時間あたり単価 × 所要時間)で求められます。もっとわかりやすく述べましと、製品を1日10個作れるとしたら、同じ1日に11個できるようにすることです。これは、製品1個あたりの所要時間が削減されることになります。だから、時間で評価されるのです。
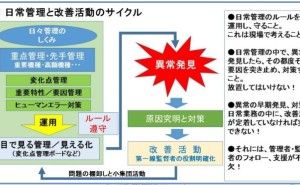
実際の生産活動では、製品を1日10個作る計画を立てても、その通りに進まないものです。それは、計画(予定)を妨げるムリ・ムダ・ムラが発生しているからです。次に、生産管理とコストに大きく影響を与える要因を整理します。
(1)図面及び仕様書の不備
図面と現品が合っているかということです。設計変更をしているのに、それが図面に反映されていないことがあります。よくそんなことは、ありえないという方がいらっしゃいますが、実際に図面と違う部品を見かけます。この場合、部品を作り直すことになるか、追加工して使うことになりますので、ムダが発生するとともにコストアップになります。
(2)部品表(製造部品表)の不正確さ
製品を構成する部品表(製造部品表)と現品(製品)が、合っているかということです。部品に不足があれば、組立できません。このため、不足した部品を手配することが必要になりますし、そのために納期を遅れることになります。この結果、コストアップが発生することになります。また、製品を組立てる手順と部品表(製造部品表)の整合性がとれているかということがあります。これは、過剰在庫を発生させる要因になります。何故ならば、部品表は、必要な品目のタイミングとも関連しているからです。
(3)在庫数量の正確さ
生産管理ソフトや在庫台帳の在庫数量の数値が、現品の数量と違っていることです。この場合、組立に使う部品が不足すれば、特急でその部品を作らなければいけません。これも当然、コストアップになります。また、在庫が多いとなれば、お金が寝てしまうことになりますからムダです。そして、在庫数量が、台帳と異なる原因を確認する必要があります。よく見受けられるのは、生産活動に必要な在庫が不足して、生産予定の無い品目の在庫が大量に存在していることです。これも、お金が寝てしまうムダです。
(4)工順の違い
生産管理ソフトの工順と実際の工順が、異なることです。この場合は、納期の管理は難しいでしょう。まず、製造部門内で、どこで、何を作っているのかわからないわけですから、いろいろと調べることになります。これは、コスト面から見た場合、計画した原価と実際に発生する原価が、最初から異なることになりますから、原価管理にも役に立つものにはなりません。工順を設定する場合、一般にその品目を作る最適な加工工法と手順を設定するわけですから、最適なコストになります。したがって、工順の違いは基本的にコストアップ要因になります。
(5)生産計画の頻繁な変更
生産計画には、変更がつきものです。生産計画の変更は、予定外の行動を必要とするものですから、当然そこにムダが発生しますし、生産性の低下を招くものです。「生産計画の変更は当たり前だ。柔軟に変更できるようにすべきだ。」という経営幹部の方がいらっしゃいます。
しかし、作業に取り掛かっている段階での変更は、段取り替えのために原材料の準備、治工具の準備、現行の作業から治工具類の取外し、原材料の取外し、清掃、原材料の準備、治工具の準備などの時間が発生し、大きなロス時間になり、コストアップになります。このような変更を無くすことが必要です。
作業に取り掛かっていない段階での変更は、段取り替えが発生するわけではありませんから、変更してもよいでしょう。ただ、各作業工程には、複数の部品や製品の計画が作成されています。それらの情報をしっかりと把握しておくことが必要です。顧客の欲しいときに製品が無ければ、他の製品(他メーカー)を購入されてしまうでしょう。したがって、生産計画に柔軟性が求められることも事実です。
このように生産計画には、一見すると二律背反の要求を求められているように見えます。このとき、リードタイムとタイムフェンスに対する考え方が重要になってきます。リードタイムとタイムフェンスは、今回のテーマではないため除きます。
(6)所要時間情報の整備
所要時間の情報とは、製作する品目の工程ごとの所要時間のことです。この所要時間は、工程の負荷時間に用いられ、工程がある期間内に能力(キャパ)に対してどの程度の仕事量が入っていないかを確認するために使われます。そしてもう一つは、工程内の設備機械や作業ラインなどのスケジューリングでの活用です。この所要時間のために必要になるのが、品目ごとの段取り時間と加工あるいは作業時間のデータです。この情報がしっかりと整備されているかということです。一般には、作業に対する標準時間として紹介されるものです。
しかし、標準時間が、所要時間であるという考え方は、間違っています。所要時間の基礎に標準時間があるということです。そして、よく見かける所要時間は、勘や経験で設定して、スケジュールを組んでいるケースです。この場合、当たり外れが大きく、作業に手空き時間ができる、予定した時間内に生産できずに残業が...