【目次】
◆部材保管管理を構成する5つの要素
1. 5S
2. 保管環境
3. 荷扱い
4. 保管条件
5. 現場の教育
◆部材保管管理を構成する5つの要素
部材の保管管理は、図にあるような5つの要素から構成されています。
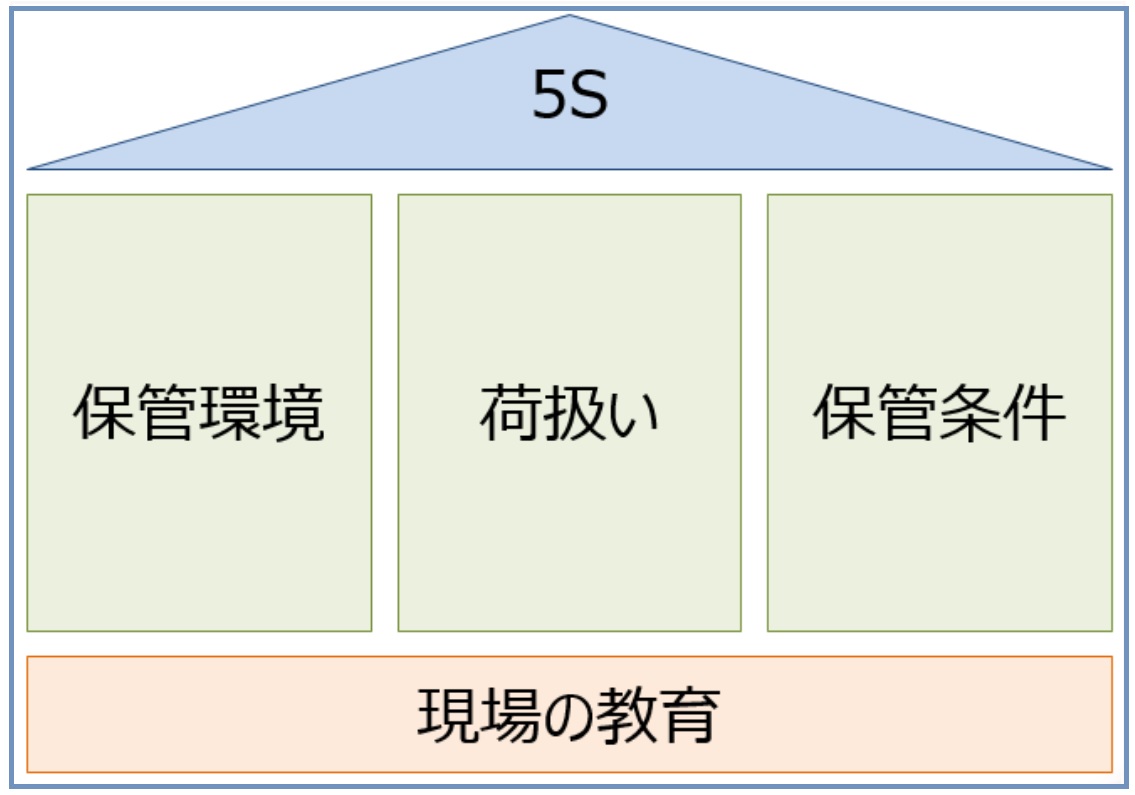
まず、前提条件としての「5S」です。現場の5Sは全ての管理の基本となってきます。そして「保管環境」「荷扱い」「保管条件」の各要素があり、それを現場に徹底するための「現場の教育」が支えるという構造です。
1. 5S
5Sの徹底は、部材の保管管理の前提条件となります。5Sのルールが明確になっているかについて、文書や現場で確認します。工場の現場を見れば、どの程度「5S」が行き届いているかが、目で見てわかると思います。

2. 保管環境
温度、湿度、日射などの保管環境については、次の2点が基本になります。
- 基準を定めること
- 測定の記録をつけること
地域、季節、立地によって環境は変動します。その環境変動が部材に悪影響を及ぼす範囲に無いか、懸念される条件になる前に対処を行い、環境がコントロールされているかが重要になってきます。地域の気候に応じて年間の湿度や温度の変化は異なりますし、工場によってエアコンなどの設備も異なりますので、実際に部材が保管される建物のデータを確認することが重要です。
環境測定方法
環境の測定方法についても、次の2点を確認します。
- 測定機器は校正された正確なものであるか
- ルールに則って、測定され、記録は付けられているか
設定条件を超えた時にアラームで知らせるものや、常時PCで監視できるものもありますので、できるだけ手間をかけずに、尚且つ、確実に環境をコントロールできる方法を選びたいものです。
太陽光による劣化
多くの部材にとって直射日光は大敵です。変色や変質に繋がりますので、長時間、直射日光に当たらないように配慮することが必要です。温度上昇防止や紫外線防止のために特定の波長を遮断するフィルムを窓に貼る方法もありますので、直射日光が避けられない場所で作業を行わなければならない場合には検討してみても良いでしょう。
温度差による結露
部品によっては、温度差によって結露が生じ、それが錆やカビの原因になることがあります。その様な部品は、温度変化の少ない環境で保管したり、徐々に温度を変化させるようにコントロールします。特に、水分に弱い電子部品では外部と内部の温度差により内部梱包に水滴がつくことがあります。急激な温湿度差が生じないように、部品をすぐに開封しないで温湿度ならしを行ってから開封するなど、対象となる部品の取扱いには注意が必要です。
倉庫入口の開閉ルール
倉庫の入り口の開閉も、環境変化を起こす要因になります。扉を開け放したままになっていないか、雨や風、埃や虫の侵入を防げているかを点検します。スリットを入れた透明のカーテンや、センサーによる自動開閉シャッターなどがあると安心です。また、作業動線が入り口を通過せずに、工場の建物内で完結するようにレイアウト変更をする方法も効果があります。

3.荷扱い
受入検査との連動
受入検査を行う部品では、検査のタイミングや方法、頻度について確認します。検査課などによる受入検査で合格した部材だけが入庫保管され、出庫の際には良品のみが製造現場で使用されるようなルールが運用されているかを確認します。また、受入検査前の部品と受入検査後の部品は明確に識別されているか、受入検査時の良品と不良品は明確に識別されており混入の恐れが無いか、も確認します。ポイントは、「作業中に担当者が入れ替わっても間違いが発生しない」くらい明確に区別されているかどうかがポイントです。
先入先出しの管理
先入先出しは、非常に重要です。もし、部品に不具合があった場合、先入先出しが行われていないと、どの商品にその部品を使ったがわかりませんので、生産した商品すべてを再確認する必要が出てきます。先入先出しが行われていれば、不具合のある部品をつかった商品が特定できますので、対象を絞り込むことができます。先入先出しは、無用なロスを避け、工場を守ることにもつながる重要な管理ポイントです。
先入先出しが出来ているかどうかは、部品の入庫日毎に保管場所が記録されていること、部品の出庫時に一番古い入庫日のものから出庫する仕組みがあるかどうかでわかります。必ずしも、一つの部品を一か所で管理する必要はありません。倉庫内の数か所に分かれて保管されていても、それぞれの入庫日が一元的に管理されており、必ず「入庫日の古いものから順に出庫」されていれば大丈夫です。
積み下ろし保管管理
部品の入庫エリアの状況も確認しておきましょう。トラックヤードに屋根がついていたり、工場の中にトラックが入り込むような構造になっていれば、突然の雨や直射日光の影響を避けられますので安心です。
雨天時の工場内移動
工場内の複数の建屋を移動するような作業動線になっている場合は、建屋間の移動時に雨や直射日光の影響を受けないことも確認しておきましょう。また、どうしても一度屋外へ出なければならないレイアウトの場合には、雨天時などに部品を移送する際の部材の保護方法や移送手順についても確認しておきましょう。
輸送業者・搬送者への教育
工場によっては、部品や商品の入出庫作業を、社外の専門業者に委託している場合があります。このようなケースでは、
- 部品・商品の積み下ろしや輸送に関する作業の手順書が作られているか
- 委託先の作業者への教育はなされているか
を確認しておきましょう。
社外の輸送業者によっては十分に教育がされておらず、荷役の運搬や取扱いが乱雑で、運搬不良が発生しやすい場合があります。部材の重要性を認識した適切な取扱いがなされるように教育した上で業務委託契約を締結するなど注意しましょう。
4.保管条件
部材ごとの推奨保管条件がある場合は、それに従います。加工された部材の場合は、仕様書があると思いますので、部材メーカーから取り寄せて確認するようにします。尚、部材メーカーの仕様書に記載されている保管条件は、裏づけがないにも関わらず一般的な内容を記載している場合や、マージンをとりすぎた条件指定を記載している場合もありますので注意が必要です。
静電気対策
特に電子部品では、静電気...