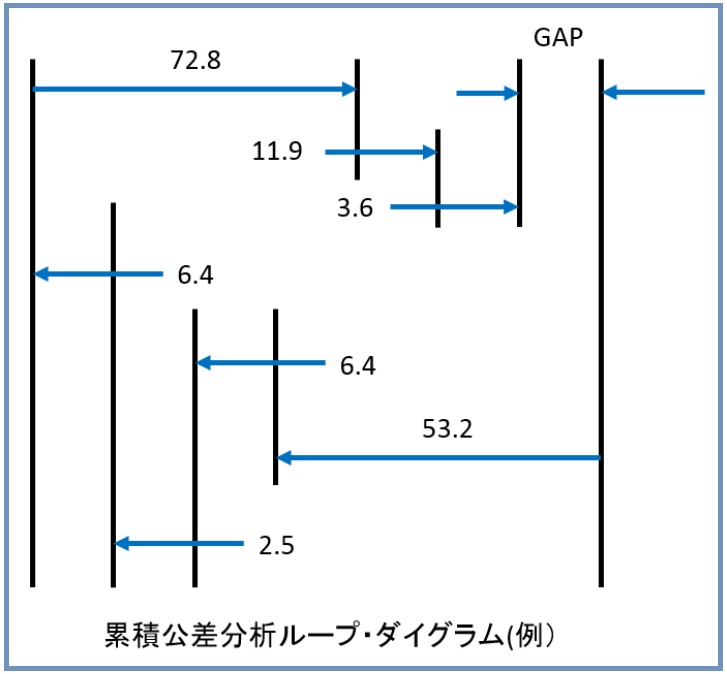
製品設計の現場では DFSS(Design For Six Sigma) がよく使われます。今回は筐体設計(または機械設計)では典型的とも言える累積公差分析(スタックアップ分析)の事例です。累積公差分析は、いくつかの部品を組み合わせたとき(スタックアップ時)に、それぞれの部品のバラツキが完成品の精度にどのように影響するのかを調べるための手法です。
1. プロジェクトの背景
プロジェクトの対象になった製品は防水・耐環境性が求められた電気製品の改良でした。そもそもこの製品は防水のために部品の隙間にパッキンなどを使用していたり、組合せ構造がループ状になっていたために完成品の気密性にバラツキがあったり、製造過程で部品を組み合わせる際に熟練を要したことなどが問題となっていました。
そこで新しい製品は、次の3点が求められました。気密性のバラツキを検証するために、プロジェクトは累積公差分析を中心に進められました。
(1) それぞれの部品の精度を高め、
(2) 部品組合せ構造を改良し、
(3) 完成品の気密性を高めること
(2) 部品組合せ構造を改良し、
(3) 完成品の気密性を高めること
2. D(Define/定義)フェーズ
Define フェーズでは以下のツールを使いました。
- プロジェクト・チャーター
- Thought Map
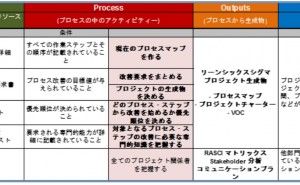
- SIPOC
- RASCI マトリックス+コミュニケーション・プラン
- VOC + Force Field Analysis
- AHP
プロジェクト・チャーターはプロジェクト・リーダーがプロジェクトの一番最初に使うコミュニケーション・ツールです。コミュニケーションをとる相手は、上長であったり、経理であったり、その他プロジェクトを開始する上で許可を得なければならない人たちです。
プロジェクト開始の許可が得られたところで、Thought-Map を作りました。プロジェクトの大まかなステップ(DMADVフレームワーク)と、それぞれのステップで使う各種 DFSS ツールなどを予め把握しておくためです。
さらに SIPOC を使って、このプロジェクトの生成物を予め決めたり、またプロジェクト遂行に必要な情報やサンプル類を予め把握しました。例えばデータ取得に必要な製品サンプルなど、前もって用意しておかなければならないものは、この段階から準備を始めました。サンプル取得のための長い待ち時間を極力減らしたかったからです。
また SIPOC で大まかな利益関係者(Stakeholders)を把握した後、RASCI マトリックスを使ってそれぞれの利益関係者の役割を明確にし、さらにRASCI マトリックスを基にコミュニケーション・プランも立てました。どのような媒体を使って、どのくらいの頻度で、どのような内容の情報を利益関係者に伝えるかを予め決めておきました。
ここまでの流れは大体どのプロジェクトも同じです。プロジェクトの個性が出てくるのは、VOC(Voice of Customer)以降です。
このプロジェクトは現製品の問題点や新製品への要求内容がすでに明確だったため、外部顧客の VOC ではなく、マーケティングやマネジャー、エンジニアなど社内顧客の VOC となりました。しかし新製品への要求内容に矛盾があったり、技術的に難しいところ、疑問点などがあったため、Force Field Analysis を使って、
(1) 何がプロジェクトを推し進める力になっているのか
(2) 何がプロジェクトを妨げる力になっているのか
(2) 何がプロジェクトを妨げる力になっているのか
を明確にしておきました。プロジェクトを妨げる力は後の Pugh マトリックス(設計方針の選択で使用)や Design FMEA(設計リスク管理で使用)で考慮しました。
VOC と Force Field Analysis の後、このプロジェクトが期待する結果(アウトカム)を定め、AHP(Analytic Hierarchy Process)を使って、アウトカムの優先順位付けを行いました。ここで Define(定義)フェーズを終了しました。
3. M(Measure/要求仕様の評価)フェーズ
Measure フェーズでは以下のツールを使いました。
- QFD Level 1
- ブレインストーミング
- Pugh マトリックス
- QFD Level 2, 3
- 設計スコアーカード
プロジェクトが期待する結果(アウトカム)は謂わば要求概要です。例えば、
- 筐体の機械的組合せ構造を改良される
- 他製品にも応用可能である
- 実環境に耐える堅牢な設計である
- 耐用年数(Reliability)目標が達成される
など。そこで QFD を使って要求概要から設計概要に変換しました。通常、さらに設計概要から機能要求、設計仕様へと詳細化していくためには、QFD を順番に使っていくのですが(つまり QFD Level 1 から Level 2、3 へと移行)、設計概要を抽出した時点(QFD 1)で、大まかな設計方針を決めておかなければ、さらなる詳細化ができないことに気付きました。そこで QFD Level 2、3 へと移行する前に、一旦ブレインストーミングを行い色々な設計方式を洗い出し、Pugh マトリックスを使って、最も良い設計方式を決めました。そしてその設計方式に従って、QFD Level 2、3 へ進み、最終的な設計仕様を決定しました。
最終的な設計仕様のうち、プロジェクトで最も重要なパラメータのいくつかを CTQ(Critical To Quality)として、目標値、上限、下限、Z値 と共に、設計スコアーカードで管理しました。つまり CTQ が目標とする Z値 を達成できればプロジェクトは成功です。洗い出した CTQ には以下の様なものがありました。
- 鋳造ヒートシンクのサイズ
- 筐体フレームのサイズ
- PCBA基板のサイズ
- プラスチックカバーのサイズ
- インターフェース端末のサイズ
CTQ とそれらの目標値を洗い出したところで、 Measure(要求仕様の評価)フェーズを終了しました。
4. A(Analyze/分析)フェーズ
Analyze フェーズでは以下のツールを使いました。
- 現製品からのデータ取得
- スタックアップ・モデル
- モンテカルロ・シュミレーション
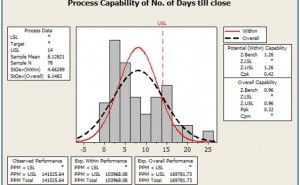
新製品と比較するために、現製品からそれぞれの CTQ についてデータを取得しました。これまでのテストデータや製造データから値を取得することもできましたし、新たな CTQ についてはデータを取り直す必要がありました。また 現製品の部品組合せ構造を基にスタックアップ・モデルを作り、取得したデータを当てはめ、モンテカルロ・シュミレーションを行いました。
モンテカルロ・シュミレーションの結果は思っていた以上にバラツキが多く、組立上の不具合や気密性の問題といった、実際に起こっている問題点を裏付ける結果となりました。現状の問題を確認できたこと、そして新製品との比較のための CTQ のデータを確保できたことをもって、Analyze(分析)フェーズを終了しました。
5. D(Design & Optimize/設計と最適化)フェーズ
Design & Optimize フェーズでは以下のツールを使いました。
- P-Diagram
- Concept FMEA
- Design FMEA
- CAD モデル
- スタックアップ・モデル(累積公差分析)
- モンテカルロ・シュミレーション
- 最適化
- 試作
CTQ の目標値を達成するために、いくつもの設計アイデアを抽出しました。Measure フェーズでは大まかな(概要レベル)設計アイデアを抽出しましたが、ここでは詳細レベルの設計アイデアの抽出です。そのため P-Diagram を使って、まず設計における故障・不具合モードやその原因を洗い出し、それを基に Concept FMEA で最適な設計アイデアを選択し、さらに Design FEMA で選択した設計アイデアのリスクを洗い出しました。
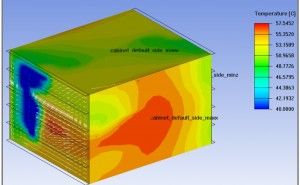
ここまで来たところでやっと本格的な筐体(機械)設計に入りました。機械エンジニアは新製品の CAD モデルを作り、チーム・メンバーは Design FMEA を使って設計リスクが軽減、または解決していることを確認しました。
CAD モデルを基に新製品のスタックアップ・モデルを作り、新しい部品のサイズとバラツキなどの情報を入れ、モンテカルロ・シュミレーションを行いました。CTQ が目標値になるまで、何度も CAD モデル上で設計を変更し、そのたびにモンテカルロ・シュミレーションを繰り返しました(最適化)。
CAD モデル上でそれぞれの CTQ が目標値を達成したことを確認した後に、その図面を基に新製品の試作を行いました。新製品の試作までたどり着いたところで Design & Optimize (設計と最適化)フェーズは終了です。
6. Verify(確認)フェーズ
Verify フェーズでは以下のツールを使いました。
- Gage R&R
- 新製品(試作品)からのデータ取得
- 仮説検定
新製品(試作品)の最終チェックを正確に行う前に、測定技術の確認(Gage R&R)を行う必要がありました。測定装置や測定方法、計測者に問題がないか確認するためです。そこで出来上がってきたいくつかの試作品(部品)を使い Gage R&R を行いました。
Gage R&R で分かったことは、塗装の厚さのバラツキが、部品サイズのバラツキに影響を与えていたということでした。それぞれの部品の塗装のバラツキは小さくても、部品が組み合わされたとき(スタックアップ時)は、そのバラツキ...