ある時、工場の品質改善プロジェクトを担当するブラックベルトから相談を受けました。内容は、ドミニカ共和国の工場で作っている製品に半田付け不良があり、半田付け工程と製品不良の関係を DOE(Design of Experiments)で解明したい、というものでした。しっかりと DOE の計画書も用意しており、自信を持った説明でしたが、話が詳しくなるにつれて、だんだんと雲行きが怪しくなってきました。
現在、検査過程において通電を行い、短絡(ショート)の有無によって半田不良(半田ブリッジ)を検出しており、検査結果は合格か不合格の二値、不良率は1/1880、一日の生産量は3000以上なので、一ヶ月の不良件数は34件程度、そして問題となっている半田箇所は人手によるマニュアル作業だそうです。
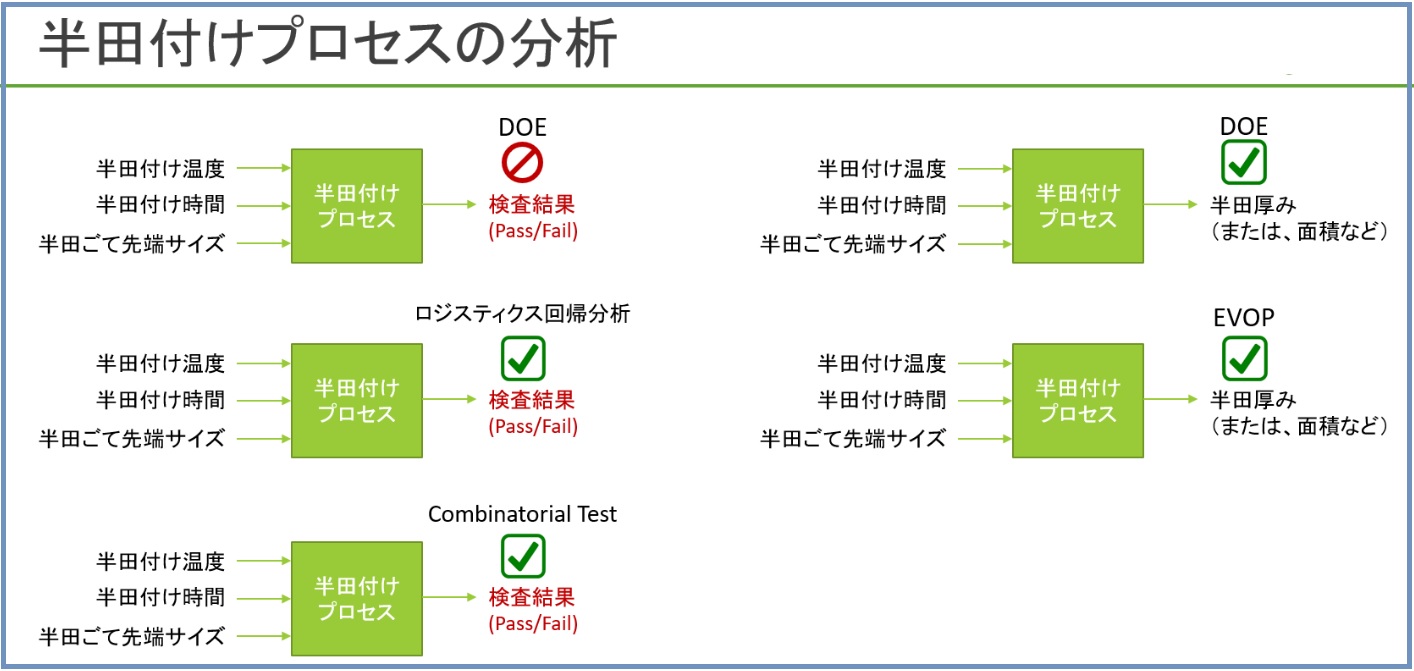
計画によると、入力パラメータは半田の温度、時間、半田ごての先端サイズ等で、それらの値の変化と不良率の関係を調べます。すでに Factorial Design による DOE のテストケースも用意していました。ここまで聞いていて、すでに僕の答えは「ノー」でした。いくつかの問題と、その対策に気づいたからです。
1. DOE と離散値(Pass/Fail)
まず DOE の出力は連続値であるべきで、離散値(Pass/Fail)は DOE には向きません。特にこの場合は、不良率が低いため、Full Factorial Design で全てのテストを行っても、その変化(不良率)を確実に捕らえるのは難しいと思います。仮にそれぞれのランで反復を繰り返して変化が見られるまでテストを繰り返せば、そのサンプル数は膨大になるでしょう。時間とコストを考えれば非現実的です。
また結果が二値の離散値(Pass/Fail)なので、入力パラメータの相互作用を正しく検出できるのか、疑問が残ります。離散値を変換(例えば不良率%)するにしても、不良率%の変化を検出するためには、同じ条件(ラン)でのテストを繰り返す必要があり、やはり結果としてそのサンプルサイズは膨大になるでしょう。
この場合に出来ることは、出力を二値の離散値(Pass/Fail)から連続値に変えることです。例えば、単に合格か不合格を判断する代わりに、半田の面積や厚さなどの測定に代えることで、出力を二値の離散値(Pass/Fail)から連続値に変えることができます。
2. ロジスティック回帰分析と最適化
そもそも、作業の標準化ができているかどうかが、大きな疑問です。話によると、入力パラメータの半田の温度、時間、半田ごての先端サイズ等がオペレータによりバラバラの状態だそうです。まず DOE や改善を行う前に、作業の標準化を徹底させなくてはなりません。すべてのオペレータが同じ条件で作業をすることで、作業上の問題点が明確になるばかりでなく、作業標準を改善することによって、問題を解決することができるからです。また DOE を行うには、すべてのオペレータが与えられた条件で作業をする必要があります(不良率が低いため、多くのオペレータを必要とする)。
その上で、オペレータ達から集めた膨大なデータを使って、DOEではなく、ロジスティック回帰分析を行うことも出来ます。
ロジスティック回帰分析を行えば、二つの数式モデルが得られます。
- Passの確率数式モデル
- Failの確率数式モデル
この二つの数式モデルを使って、Passが最大化しFailが最小化するように最適化を掛ければ、最適な入力パラメータ値の組み合わせが得られるはずです。
しかしこの工場では、半田付けの条件(入力パラメータ)と検査結果を同時に記録していないということなので、この方法は難しいと思いました。
3. EVOP(Evolutional Operation)
EVOP は工場を稼動したまま、そして製品を作りながら DOE 的なテストができるので、検討の余地があります。しかしここでも...