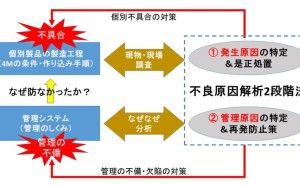
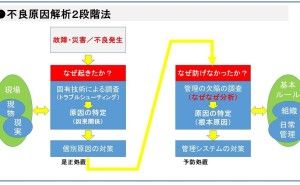
不良原因解析2段階法の解説、その1に続いて、今回は、実際の事例に基づいて、不十分な原因究明で終わってしまう問題を検討して、不良解析2段階法の手順と解決方法を解説します。
1.事例
 弊社は工程内不適合の品質向上に取組んでおりますが、なかなか思うように成果が上がらず苦戦しています。工程内はパート作業員で手組み作業が主体です。結構、部品取付け忘れ、確認洩れが多く、不良を作り込んでしまいます。解析は本人を交え、なぜなぜ分析を行い、改善を繰り返していますが、なかなか分析手法が浸透せず悩んでおります。なぜなぜ分析手法のアドバイスなどいただけないでしょうか?
弊社は工程内不適合の品質向上に取組んでおりますが、なかなか思うように成果が上がらず苦戦しています。工程内はパート作業員で手組み作業が主体です。結構、部品取付け忘れ、確認洩れが多く、不良を作り込んでしまいます。解析は本人を交え、なぜなぜ分析を行い、改善を繰り返していますが、なかなか分析手法が浸透せず悩んでおります。なぜなぜ分析手法のアドバイスなどいただけないでしょうか? これは、ある中小企業の製品組立工程で発生しているヒューマンエラーの問題解決の方法をどうしたらいいか、当研究所に問い合わせがあったものです。問い合わせ内容から問題点を一つ一つ列挙してみましょう。
(1)問題点1
まずやらなければならないことは、ヒューマンエラーの直接の原因(因果関係)の究明ですが、「結構、部品取付け忘れ、確認洩れが多く」という表現で、色々なミスを単なる「ポカミス」として、一般的な現象でくくってしまっているため、様々な要因で発生しているヒューマンエラーの原因究明がこれ以上進まないのです。つまり三現主義で事実が一つ一つ捉えられていないのです。「部品取付け忘れ」「確認洩れ」は原因とは程遠い、あまりにも掘り下げが浅い、頭の中に浮かんだイメージでしかないのです。
(2)問題点2
「解析は本人を交え、なぜなぜ分析を行い・・」とありますが、事務室で「ああでもない、こうでもない」と考えることが原因解析ではありません。現場の不良発生時の状況、不良品の状況など一つ一つ現物を、現場で、現状がどうなっているか詳しく調べることが必要です。
(3)問題点3
なぜなぜ分析は管理層が管理的な欠陥を解析するためのツールです。ミスを発生させた作業者にさせてはいけません。管理的な要因解析に作業者は無関係です。
2.不良解析2段階法の手順と解決方法
ヒューマンエラーは、様々な要因が考えられます。それらを4M(人、機械、方法、材料)に分類して、手掛かりを掴みます。
・ミスの起きやすい組立作業手順
・ミスの起きやすい作業環境(明るさ、騒音、温湿度)
・ミスの起きやすい工具や治具
・ミスの起きやすい部品供給方法
工程設計上の不備、欠陥が無いかどうかを現場で現状を良く観察し調べます。また、人の要因として
・手順を理解していない、間違って解釈
・作業に不慣れ
・手順通り作業する必要がないと思っている
・作業に不慣れ
・手順通り作業する必要がないと思っている
作業不慣れ、故意、過失に関わらずルール不順守が原因となっている場合も多いのです。これも、作業時の行動の調査、ヒヤリングなどにより現状を正しく認識します。
ミスが機種に依存するのか、特定工程に集中しているのか、特定作業に集中しているのか、など多角的に一つ一つのミスの要因を解析します。現場を頻繁に巡回し、このような観点で状況を観察することも必要です。意外とそれだけで不具合が減ることもあるのです。
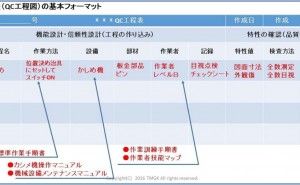
作業の基本ルールはQC工程表(工程設計表)とそれに付随する作業マニュアル、検査規格書などです。この作業に関わる4Mの条件、管理点、作業手順などの取決めを基に、現場の現状と照らし合わせルールが不備なのかそれともルール通り作業していないかをチェックします。そうして原因を絞り込み対策を行います。一般的な対策内容は以下の通りです。
①工程設計(5Mによる作り込み)の欠陥、不備を取り除く
(作業台、治工具の改良、ポカよけの製作、部品供給方法改善)
(作業台、治工具の改良、ポカよけの製作、部品供給方法改善)
②出来栄え確認手順の徹底
(作業者による自主検査、試験機による確認)
(作業者による自主検査、試験機による確認)
③作...