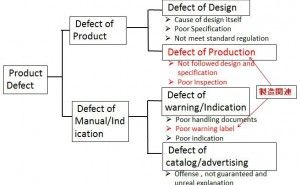
さる9月25日に日刊工業新聞社・メトロガイドセミナーで、“海外ものづくり<品質問題>を何とかしたい皆さまへ”と題して話したところ、「海外調達品の品質が安定しないで、お客さまに迷惑をかけている」「日本流“品質の造り込み”が大事なことは分るが、生産に関与できない海外調達品の品質管理はどうしたらいいのか」といった質問が寄せられました。セミナ-では、製造の品質について下記の4つのレベル(レベル1~レベル4)をおさらいしましたが、これに加えて海外調達では以下の3点が重要になります。
1.調達しようとする相手先(製造工場)の“三現による実態把握(ランク付け)”
4つのもう一つ下のレベルまで考え、相手先がどのレベル(ランク)なのかを間違いなく把握することが先決です。
レベル0(Eランク):検査で選別しているが不十分(品質の保証が出来てない)
レベル1(Dランク):検査で選別して品質を保証
レベル2(Cランク):統計的品質管理SQCでバラツキを管理して品質を保証
レベル3(Bランク):QC7つ道具でより効果的にバラツキを管理し減らして品質を保証
レベル4(Aランク):源流検査・KI法・田口メソッドなどで不良ゼロを目指した品質造り込み
・・・海外では、レベル4を簡易化した筆者の‘べストコンディション’が効果的・・・
国内企業の場合は、AランクかBランクですが、海外企業の場合はバラツキが大きく国内企業に遜色ないレベルの企業もある一方で、DランクかEランク、或いはそれ以下のFランク企業もあります。見本市などでの立派なサンプルを見て、‘これならいける’と(国内と同じように)信用して大量契約したら入荷品がサンプルとは大違いで、大損を出した上にお得意さんをなくしてしまったという最悪のケースもあります。検査データも本当にアテになるのか、テータの採り方など確認しないと危ないものです。
とんでもない相手と知らずにことを進めてトラブルに巻き込まれるのを防ぐには、相手先のレベルを間違いなく把握するしかありません。その方法は、現地での“三現(現場、現物、現実)”に尽きます。 現地での“三現”とは、サンプルや情報を入手し交渉相手の目星を付けたら、現地に飛んで、まず社長に会って‘品質へのこだわり’の程度を知り、エンジニアの定着度を確認し、工場現場のトイレを拝借して5Sへの関心度を知り、製造工程を初めから終りまで設備のメンテナンス状況や作業者の作業態度や品質担当者の仕事や検査の仕方などつぶさに見て品質へのこだわりを知ることです。これでほぼ間違いないランク付けが出来ます。
後は、調達しようとしているものがコスト優先物なのか品質重視物なのか、コストと品質(及び納期)のトレードオフを考えて相手先を選びましょう。
2.相手先との“何が起るかわからないという前提での契約書”
文化も商習慣も違う相手と商売するわけですから、その覚悟を持ってことに当る(契約を結ぶ)必要があります。日本人は、最初に細かいことをいうのは相手を信用してないようで失礼だから余り細かいことをいわずことを始めてしまうが、これはお互いに同じ価値観を持っているという前提だからできる話であり、海外では、“相手は何者でどんな考えを持っているか分らない”、“相手を騙してでも自分が得するようにするが当り前”、“騙されるのは騙される方が悪い”、というのが商売上の常識です。全ては契約書がベースですから、“予期しない不良品が発生する”ということを前提にした契約、すなわち、最初の契約でこちらの受入基準および支払条件を明確に決めておくことが大事です。
また品質基準は、国内のサプライヤーに出している仕様をそのまま出すのではなく、使用するお客さん(自社の現場もお客さん)が必要な機能と品質レベルを、相手先現地工場の技術レベルも考慮して確実に出来るものに見直すことが重要です。その上で、現地では社長から現場責任者までキチンと説明して、サンプルを製作して貰って品質を確認します。この確認は、単に検査結果の数値ではなく、現地で“3現(現場、現物、現実)”で確かめ、その上で、品質基準として契約に盛り込んでおくことが肝心です。要約すれば、お客さんとは仕様変更などが起らないように必要条件を三現で確認し、現地相手先とは品質基準を満たさないものには支払をしないなど、あらゆる場合を想定して、価格の安さに目を奪われず、どんなことが起っても大損をしないように‘品質と納期’をしっかり担保できる契約を結ぶことです。
3.お客さんへの品質の保証は、レベル1(Dランク):検査で選別して品質を保証で
相手先では製造品質のバラツキが大きく不良品が多く出るという前提で、これを確実に選別することが出来る出荷検査になっているか、統計的品質管理SQCの観点から確認し、契約書に入れます。 更に自社の受入検査では、輸送途上のダメージも合せて不良品を選別し、お客さんには不良品が行かないようにします。ただし、SQCの抜き取り検査では不良品を100%撥ねることは出来ないので、その点をお客さんに理解して貰った上で納得の行く取り決めをする必要があります。あるいは、発想を変えて、お客さまにお願いして、現場で迷惑になっている現物を全部撥ね出して貰った上で、対応策を考えることも有効な方法でしょう。
SQCについては、数ある品質管理の本に書かれているので割愛し、それを応用する上での重要なポイントとして、現地で“三現で確かめる”ことの重要性を再度強調しておきます。
冒頭の「海外調達品の品質が安定しないでお客さまに迷惑をかけている」問題も、上記のように現地で“三現”を実行すれば改善できるのは間違いありません。2つ目の「生産に関与できない海外調達品の品質管理はどうしたらいいのか」についても、「生産に関与できない」と諦めてしまわないで、何とか現地で“三現”を実行することで必ず...