【目次】
先日、ある質問を受けました。質問内容は、「射出成型機を使って製作する 4 つの部品を設計する際、その4つの部品がちゃんと組み合わさるためには、リーンシックスシグマを使ってどのように品質管理をすればよいのか」というものでした。それを聞いて、典型的な累積公差分析(Tolerance Stack-up Analysis)の質問だと思いました。以下は、質問に対する僕の答えです。
1. モンテカルロ・シミュレーション
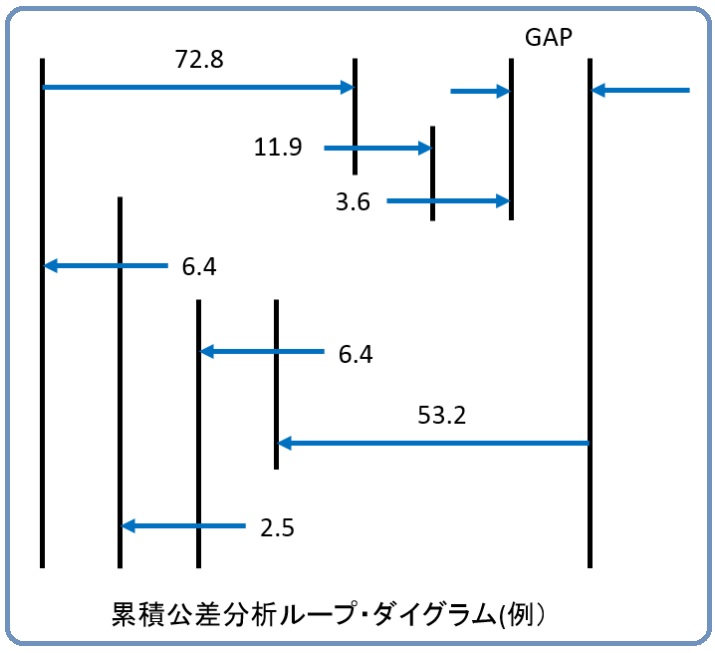
設計段階では部品には誤差がないので、設計に誤りがなければ、問題なく部品を組合すことができるはずです。しかし射出成型機を使って製造された部品には一つ一つ違った誤差が出てきます。ある時は設計値よりも幾分小さく、またある時は逆に幾分大きかったりします。その誤差の範囲を公差( Tolerance)と呼んでいます。部品設計の際は、それぞれの部品に公差があっても、上手く組み合うように設計しなければなりません。
質問のケースでは、部品が 4 つだけなので、公差の最大値や最小値の組み合わせも比較的簡単に考えることができるかもしれませんが、部品点数が多くなると、すべての部品の公差を含めた組み合わせを考えて設計することはとても困難になります。そのためシミュレーションを活用することになります。
累積公差分析で良く使われるツールが、モンテカルロ・シミュレーションです。モンテカルロ・シミュレーションは、シミュレーションする対象(数値モデル)の入力値を公差の範囲内の乱数として、その乱数を使って何千回も計算することにより、その出力値の分布を調べるものです。
モンテカルロ・シミュレーションによって、部品を正しく組合すことができない場合の確率が分かります。仮に、0.1 パーセントの確率で部品を上手く組合すことができないとします。その 0.1 パーセントをどのように考えれば良いのか、コスト掛けて部品の製造精度を上げる(公差を小さくする)か、または製品を安くするために、その程度の不良品は良しとするか、などモンテカルロ・シミュレーションは設計基準などを決める材料を与えてくれます。