ヒストグラムは分布形状を知る上で非常に有効なツールですが、形状を形作るにはそれなりのデータ数が必要となります。サンプル数が5~20程度と少ないと歪な分布となる為、形状把握には適さない事があります。 一方で箱ひげ図は分布の詳細情報はヒストグラムに及びませんが、分布の中心や幅の情報を持った箱型のマーカーで表わされるため他の分布との比較に適しています。例えば複数の異なる水準で実験を行い、各水準のサンプル数が5個づつで比較を行う場合は箱ひげ図の方がビジュアル的に差異が把握しやすく効果的です。箱ひげ図は英語ではボックスプロット(Box Plot)と呼ばれる様に四角い箱形状で分布の大きさ(中心と分布の幅)を表します。分布が小さくシャープな形状であればボックスの高さが低く、分布がブロードであれば長いボックス形状となります。
1.箱ひげ図の作成方法
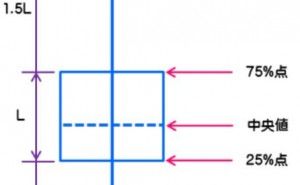
(1)データよりメジアンとボックスの上側ヒンジと下側ヒンジ点を計算します
上側は相対累積度数が75%に相当する点で、下側は25%に相当する点です
上側は相対累積度数が75%に相当する点で、下側は25%に相当する点です
(2)上側ヒンジをボックスの上辺、下側ヒンジをボックスの下辺とした箱を作り
計算したメジアンを横線として引きます
計算したメジアンを横線として引きます
(3)箱の高さをL(75%点と25%点の間の差)とし、髭の長さを決めます
(4)上ヒゲはボックスの上ヒンジから上に1.5Lの範囲で最も大きいデータまで繋い
だもの、下ヒゲは逆に下ヒンジから下に1.5Lの範囲で最も小さいデータまでを
繋いだもの
だもの、下ヒゲは逆に下ヒンジから下に1.5Lの範囲で最も小さいデータまでを
繋いだもの
(5)最後にヒゲの先端よりも外側にある点を外れ値として打点×で表示する
この様にして作成した箱ひげ図は図1のような形となります。
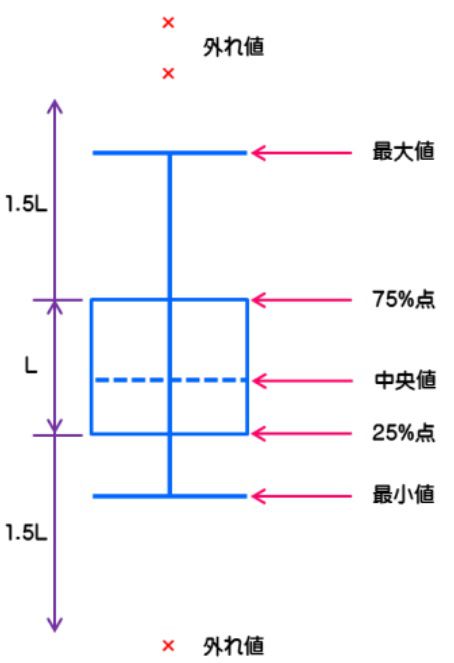
図1.箱ひげ図
75%点がボックスの上ヒンジ位置となり、25%点がボックスの下ヒンジ値となります。上ヒゲはボックスの上端(75%値)から上方に箱の高さLの1.5倍の範囲に在り且つ最大点まで線を引き作成します。同様にボックスの下端(25%値)から下方へ1.5Lの範囲に在り且つ最小点まで線を引き作成します。上ヒゲ、下ヒゲより外側の点を外れ値として打点します。
分布が正規分布形状なら中央値を挟んで上下に対象な形状となります。分布がシャープであればボックスは小さく、ヒゲの長さも短くなります。逆にデータのばらつきが大きければ箱は大きくなり、外れ値も見られます。
n数が少ない実験データは下図の様に複数の箱ヒゲ図を用いて比較すればヒストグラムより差異がわかりやすく第三者に提示する場合も解りやすいグラフとなります。
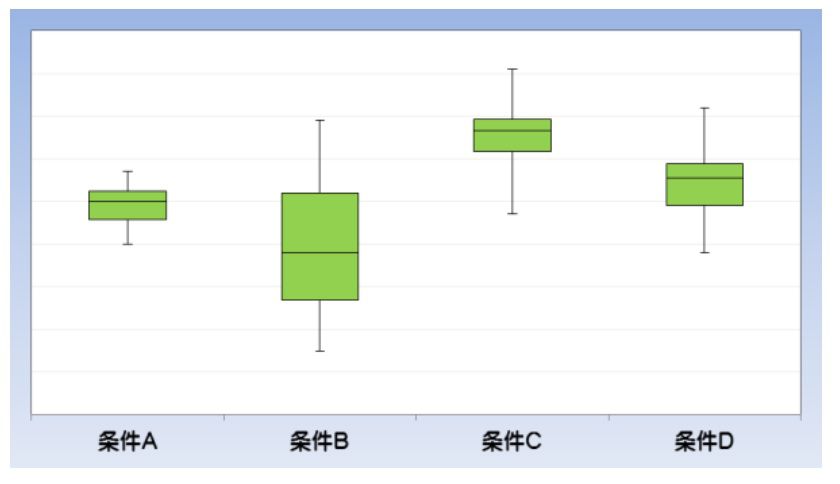
図2.箱ひげ図イメージ
図2のケースでは条件Aは箱が小さくヒゲの長さも短いので4つの条件の中で最も分布が狭くばらつきも小さい事がわかります...




![[オンデマンド]福丸 典芳講師によるピックアップ講座 1 品質保証入門講座](https://assets.monodukuri.com/gihou/photo/65/5c948013-6f0c-4f49-9246-00520a0001e5.jpeg?d=0x0)













![[オンデマンド]福丸 典芳講師によるピックアップ講座 1 品質保証入門講座](https://assets.monodukuri.com/gihou/photo/65/5c948013-786c-4f2e-8fb2-00520a0001e5.jpeg?d=0x0)




