第2章 求められる品質管理の発想転換
第2節 「なぜなぜ分析」「QC七つ道具」では問題解決しない
伝統的な品質管理ではものの品質管理で良い悪いの判定を行ってきました。しかし企業の競争力の源となる品質とは、顧客の期待に応えられる企業品質の管理に変えていかなければならないのです。
戦後「統計的品質管理」がアメリカから導入され、品質に対する意識が飛躍的に向上した結果、日本製品は世界一の品質と言われるまでになりました。しかしバブル崩壊後は、ものの品質が良いだけでは競争に勝てません。
伝統的な品質管理ではものの品質管理からバラツキの管理や、統計的処理によりロットの管理や良し悪しの判定を行ってきました。しかし企業の競争力の源となる品質とは、不良を減らすこと、故障しないことより、顧客の期待は何かを捉え、期待に応える品質とは何かを追求していくこと、また不良率を下げるよりも顧客に与える影響(リスク)を軽減する品質管理に変えていかなければならないのです。
1、時代の変化から取り残された品質管理手法
現在の製造業における品質管理の問題点を整理してみます。
アメリカから導入された統計的品質管理手法の活用方法は、過去のデータを集めて分析し、統計的な解析を行って問題を抽出し対策を講ずるために使われることが主体となっています。それは主に製造現場の仕事として行われており、その品質の良し悪しの判定は、顧客から受け取った仕様書や図面をもとに行われています。
しかし図面から読み取れる顧客の「要望」、「期待」はごく一部のものでしかありません。図面通り何も考えずに加工していたのでは顧客の要望や期待の一部にしか応えていないことになります。
例えば「このような材料ならもっとコストが下がります」、「このような形状ならもっと加工方法が簡単になります」といった提案を行えば顧客から喜ばれ、取引量も増え、長期の継続的取引が可能になるかもしれません。
ホームページ上に、このような技術的な提案を行っている中小製造業を見掛けることがありますが、単なる会社紹介だけを行っている企業に比べると格段に魅力を感じるものです。ここで指摘したいのは、モノの品質基準に対して良品、不良品を判定する品質管理から、いかに顧客の「期待」に応える品質を実現するかが今最も重要な取り組みであるということです。
しかし、日本の製造業では「なぜなぜ分析」や「QC七つ道具」に代表されるように、工場のモノの品質だけに注目する狭い範囲の品質管理手法から抜け切れていません。そこから一刻も早く抜け出し、本当の意味の顧客第一主義を実践する品質管理に転換することが求められているのではないでしょうか。
2、品質クレームゼロをどうやって実現するか
「なぜなぜ分析」や「QC七つ道具」などの品質管理手法は顕在化した問題を解決するために使われてきました。しかしそれでは「モグラ叩き」の対策であることを第一章の第三節で解説しました。
信頼性工学では、信頼性を『アイテムが与えられた条件で規定の期間中、要求された機能を果たすことができる確率』と定義しています。分かりやすくいうと、ある製品が設定した環境条件、使用条件の下で、規定された期間中、故障を起こさない確率の事です。
ここで良く使われるのが「寿命特性曲線(バスタブ曲線)」で多くの部品から構成される製品では、その故障率は時間の経過とともに変化することを表しており次の3つの期間に分類されます。
- 初期故障期:設計ミスや製造による不具合(潜在的な欠陥)や、操作に不慣れなことで起こる操作ミスなどによって故障率が高くなる期間のこと
- 偶発故障期:製品の故障率が最も低く稼働が安定している期間
- 摩耗故障期:設備を構成している部品の寿命から再び故障率が上昇する時期
寿命特性曲線は初期故障期、摩耗故障期の故障率が偶発故障期に比べ高く、バスタブの形に似ていることからバスタブ曲線と呼ばれています。
ところが一般に購入するテレビや冷蔵庫などの家電製品はほとんど故障せず、寿命も長く、寿命が来る前に買い替えてしまうことも多いと思います。一般家庭の冷蔵庫は寿命は10年といわれていますが、実際の使用期間は13年というあるメーカーの統計もあります。そして使い初めに故障が多いとされる「初期故障期」や安定期の「偶発故障期」もほとんどないことから、故障を経験したことがないという人も多いのではないでしょうか。
そこで現在では、信頼性の定義は『アイテムが顧客の期待する条件、期待する期間において、故障はゼロで、期待する機能を果たすことができること』と置き換えられても良いくらいで、製品の故障は無くて当たり前となっています。バスタブ曲線ではなく、プレート曲線(平らなお皿の曲線)に例えられると思います。
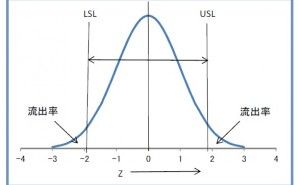
しかし世の中がこのような品質レベルを期待しているのに対して、中小製造業では「不良の流出が止まらない」、「人的ミスが繰り返し発生する」などの悩みを多く聞きます。またこのような企業だけでなく、限りなく不良をゼロにするため、更に上のレベルを狙う企業も少なからず存在しています。このように企業によっても品質レベルのばらつきがあると考えられます。
流出する品質問題も様々あり、作業ミスや検査漏れなどの単純ミスから、検査では見つからない不具合まであり、それらを一緒に論ずることはできませんが、ここでは検査では見つからない「潜在する問題」の流出について考えてみます。
現在では、ものづくりの上流工程で効果的に品質向上を図る予防活動を主体とした品質管理の導入が求められるようになってきました。それは、問題が発生する前に潜在する問題を洗い出し、対策を講じていくことが必要になってきたからです。評価試験や検査では見つからない部品の欠陥や作業ミスによる不良などをどのように顕在化していくのかが、品質管理の課題となっています。
3、潜在する問題とは?
市場では、一体どのような製品のトラブル(故障や事故)が発生しているでしょうか? 以下は2017(平成29年)度における自動車の設計、製造に起因するリコール届出件数[1]を示したものです。
総件数は424件でその内、設計原因が233件、製造原因は157件で、設計原因のトップは評価基準の甘さで85件、次いでプログラムミス35件、使用環境条件の甘さ30件と続きます。製造原因のトップは製造工程不適切が53件で、以下機械工具の保守管理不備33件、作業員のミス31件となっています。
これらの問題は、評価試験や工場の検査では発見できなかったもので、市場に出てから顕在化した問題、あるいは市場である事象がきっかけとなり、致命的な欠陥のあることが判明したものです。ではこの中から火災の恐れのある...



![[エキスパート会員インタビュー記事]現実的な改善を通じたものづくり支援の実践(福富 昇 氏)](https://assets.monodukuri.com/article/jirei/2240/897ffd93-6047-47bb-9a0e-335d61aba4d2-thumb.png?d=0x0)