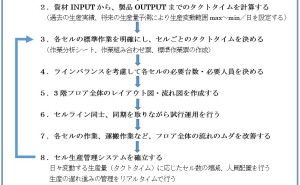
この解説は、部品点数が数千点に及ぶある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していくかを詳細に解説します。ここでは、各構成ユニットのバッジ生産ラインを、ワンフロアーのセル生産ラインに改善する過程を通じ、レイアウト、セルの構成、部品供給、人員配置、タクトタイムの計算、標準作業などセル生産に欠かせない要素を解説しています。
4.各セルの必要台数・必要人員の検討
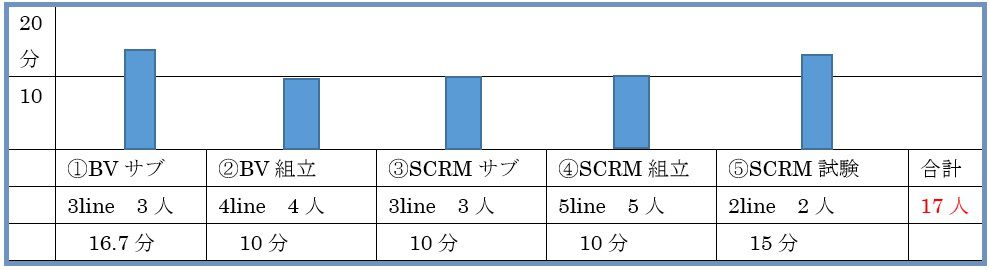
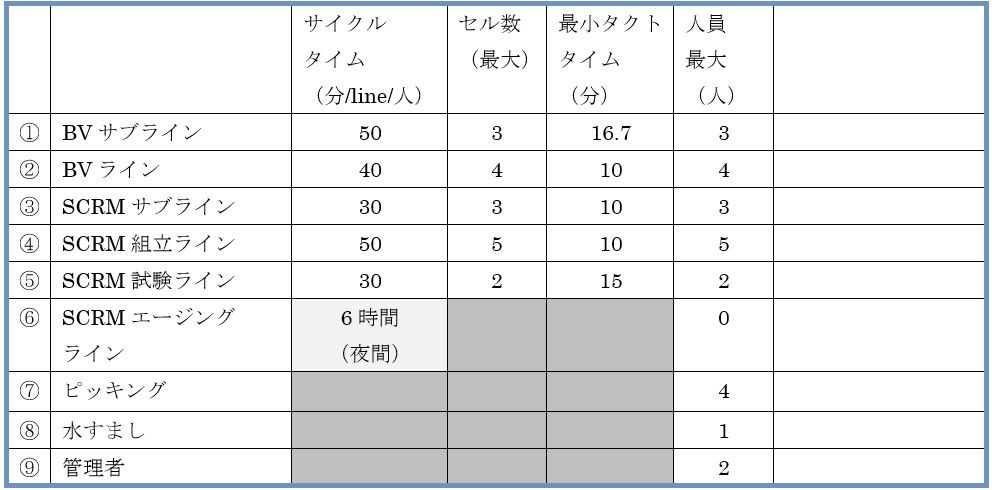
44.3台/日生産の場合、タクトタイムは10.8分(作業者は17人必要)下図の、①、⑤は10分より多く掛かるため作業を予備作業者が掛け持ちする、または当面残業で対応する。
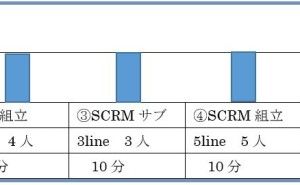
次の図のように、29台/日生産の場合、タクトタイムは16.2分(作業者は14人必要)
・現状の生産能力で生産できるが、更に少人化の検討を行う
・ラインバランスが取れるよう①、②、④、⑤の見直し、作業時間短縮化を図る
・日々の生産量変動で休止ラインとなった作業者17人-14人=3人は、他の作業に従事させる
・ラインバランスが取れるよう①、②、④、⑤の見直し、作業時間短縮化を図る
・日々の生産量変動で休止ラインとなった作業者17人-14人=3人は、他の作業に従事させる
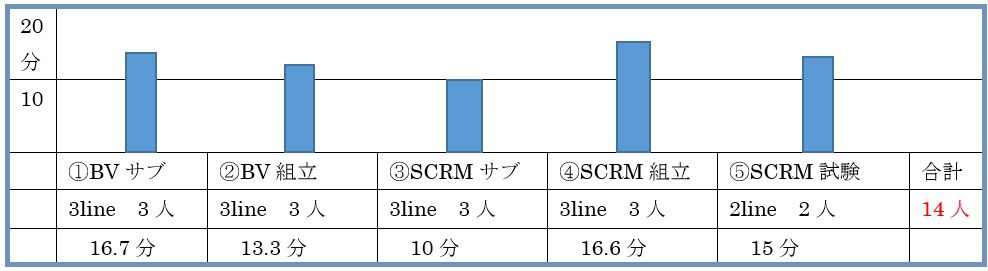
ライン別サイクルタイムと人員配置の図
5.レイアウト図・流れ図の作成
以上の検討内容を考慮した実際の図面、レイアウト図・流れ図(動線図)を、プロジェクトメンバーで作成・検討し実際に運用の試行することを勧めます。
(1)レイアウト図・流れ図(例)
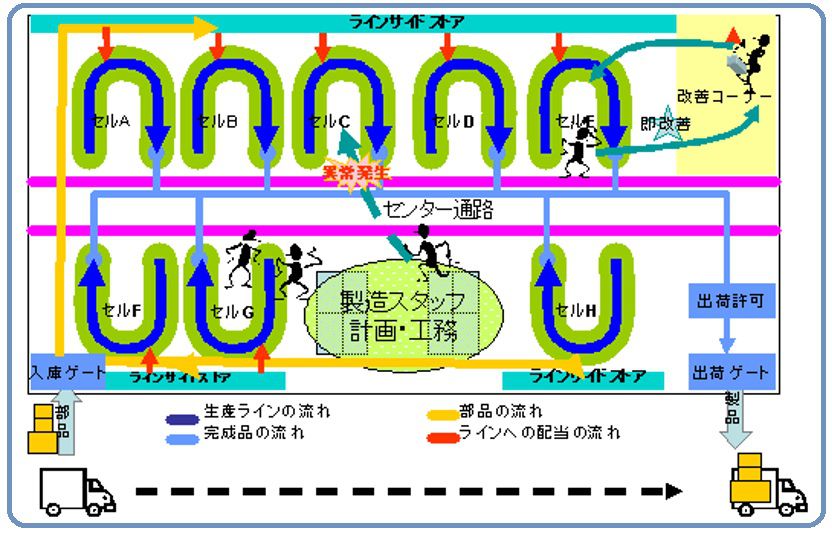
(注)作成方法の詳細は別途提供
(2)レイアウト上の注意点
・モノのながれ、人の流れを考慮して、セルの配置や向き、通路の設定を行う
・BVラインを、SCRMラインへ直結できるよう配置する(今は流れができていない)
・スペースをできるだけ詰めて、作業者、資材運搬などの歩行距離を短くする
(現状は各セル間でスペースを取り過ぎており、動線は短く単純にする)
・空いたスペースに、資材の入庫、保管、出庫エリアを各セルの近くに移動する
(ピッキングは別室で作業を行っているが、これでは組立作業の進捗も見えない)
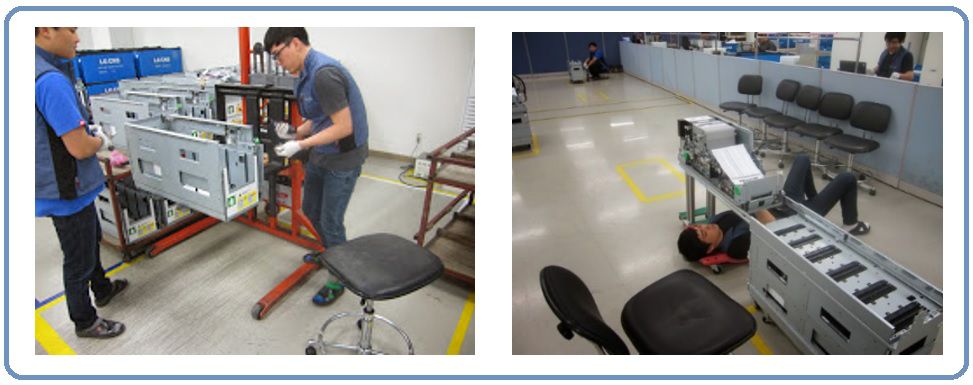
・空いたスペースに下の写真のSCRM組み立てサブラインの移動する
(SCRMとして、できるだけ流れを連続させて、リードタイムを短くする)
・BVラインを、SCRMラインへ直結できるよう配置する(今は流れができていない)
・スペースをできるだけ詰めて、作業者、資材運搬などの歩行距離を短くする
(現状は各セル間でスペースを取り過ぎており、動線は短く単純にする)
・空いたスペースに、資材の入庫、保管、出庫エリアを各セルの近くに移動する
(ピッキングは別室で作業を行っているが、これでは組立作業の進捗も見えない)
・空いたスペースに下の写真のSCRM組み立てサブラインの移動する
(SCRMとして、できるだけ流れを連続させて、リードタイムを短くする)
・仕掛品をできる限りなくし、滞留させず次の工程へすぐに渡して作業できるようにする
(次の工程が遠いと、そこに滞留が生じる。例としてBVサブラインの完成品在庫)
(次の工程が遠いと、そこに滞留が生じる。例としてBVサブラインの完成品在庫)
(3)生産性の計算方法
算出したタクトタイムの値をもとに生産性を計算します。(1人1時間当たりの生産台数)
◆44.3台/日生産の場合
44.3台÷8H=5.53台/H
5.53台÷(17人+7人)=0.23台/H・人
注)間接人員7名も含めた生産性を算出
44.3台÷8H=5.53台/H
5.53台÷(17人+7人)=0.23台/H・人
注)間接人員7名も含めた生産性を算出
◆29台/日生産の場合
29台÷8H=3.63台/H
3.63台÷(14人+7人)=0.17台/H・人(生産性は低くなる)
注)間接人員7名も含めた生産性を算出
3.63台÷(14人+7人)=0.17台/H・人(生産性は低くなる)
注)間接人員7名も含めた生産性を算出
注)生産性は、フロア全体で、間接人員も含め算出し、この指標を基本とし、改善を行って行きます。
(少人化・リードタイム短縮・在庫の削減)
6セルラインの試行と今後の改善検討課題
(1)最適レイアウトの検討
・SCRM組立・試験に関わる必要機能のワンフロアーへ集中化
・input→outputの切れ目のない流れ実現(整流化)
・占有面積を可能な限り少なくする(セル間隔をできるだけ詰める)
・人・モノの流れを見直しムダを取り除く
・input→outputの切れ目のない流れ実現(整流化)
・占有面積を可能な限り少なくする(セル間隔をできるだけ詰める)
・人・モノの流れを見直しムダを取り除く
(2)生産台数が変動しても生産性が低下しないように改善する
・ラインバランスを取る
・更なるラインごとのタクトタイム短縮
(多能工化訓練による作業スピード、自働化、ポカよけ改善)
・更なるラインごとのタクトタイム短縮
(多能工化訓練による作業スピード、自働化、ポカよけ改善)
(3)人員配置ルールの明確化
・生産遅れ時の応援態勢
アンドンによる遅れが通知された時、だれが応援に行くのか?を決めておく
・1人1セルが原則だが、ラインバランスが取れないセルに対しては、1人が複数のセルを掛け持ちして
アンドンによる遅れが通知された時、だれが応援に行くのか?を決めておく
・1人1セルが原則だが、ラインバランスが取れないセルに対しては、1人が複数のセルを掛け持ちして
作業する支援作業者を設ける
・人員の余剰が生じた時の作業割り振り
生産量が変動、セル休止時の余剰人員が生じた時の人員配置方法を決めておく
(教育訓練に割り当てる、不良品の修理に割り当てる、他のラインに配置するなど)
・人員配置は、翌日の生産計画に従って、前日に計画する
(人員の固定化は、生産性の低下につながるので避けなければならない)
・多能工は、配置先の仕事がすぐにできるように教育することが条件
(たとえばBV組立とSCRM組立、SCRM組立とSCRM試験など、多能工の範囲を決める)
・人員の余剰が生じた時の作業割り振り
生産量が変動、セル休止時の余剰人員が生じた時の人員配置方法を決めておく
(教育訓練に割り当てる、不良品の修理に割り当てる、他のラインに配置するなど)
・人員配置は、翌日の生産計画に従って、前日に計画する
(人員の固定化は、生産性の低下につながるので避けなければならない)
・多能工は、配置先の仕事がすぐにできるように教育することが条件
(たとえばBV組立とSCRM組立、SCRM組立とSCRM試験など、多能工の範囲を決める)
(4)その他
・セルライン作業は原則立ち作業とする。
(立った位置で作業しやすいように、SCRMを作業台に乗せるなどの工夫が必要)
・生産性は、1.6項のように、セルラインのトータル生産量、トータル人員を対象に算出する
・ルールは、フローチャート化して、だれでも見えるように掲示する
(異常処理ルール、日々の人員配置:だれがどの仕事をしている・・・)
・部品供給は、暫定的に1日/半日単位で行っているが、速やかに間隔を短くする検討を行うこと。
(立った位置で作業しやすいように、SCRMを作業台に乗せるなどの工夫が必要)
・生産性は、1.6項のように、セルラインのトータル生産量、トータル人員を対象に算出する
・ルールは、フローチャート化して、だれでも見えるように掲示する
(異常処理ルール、日々の人員配置:だれがどの仕事をしている・・・)
・部品供給は、暫定的に1日/半日単位で行っているが、速やかに間隔を短くする検討を行うこと。
(その日のタクトタイムに応じた数量を一定間隔で配送...