「セル生産」とは、キーワードからわかりやすく解説
1. 「セル生産」とは
セル生産とは、ベルトコンベアなどのライン生産とは異なり、一人もしくは少人数で製品を組み立てる生産方式です。 変種変量生産に柔軟に対応できる、モチベーションが上がるといったメリットの反面、多能工/万能工を前提とするために、習熟に時間がかかるというデメリットがあります。 比較的小型で部品点数も少ない電機製品、精密機械に適しているといわれます。 細胞の中心に「核」があるように、人間中心に装置、治具類が配置されている様子から「セル(細胞)」生産と呼ばれます。
2. 「セル生産」、人員配置ルールの明確化
生産遅れ時の応援態勢・・・アンドンによる遅れが通知された時、だれが応援に行くのか?を決めておく。1人1セルが原則だが、ラインバランスが取れないセルに対しては、1人が複数のセルを掛け持ちして作業する支援作業者を設ける
人員の余剰が生じた時の作業割り振り・・・生産量が変動、セル休止時の余剰人員が生じた時の人員配置方法を決めておく(教育訓練に割り当てる、不良品の修理に割り当てる、他のラインに配置するなど)
3. 「セル生産」の基本
- セルライン作業は原則立ち作業とする。生産性は、セルラインのトータル生産量、トータル人員を対象に算出する。
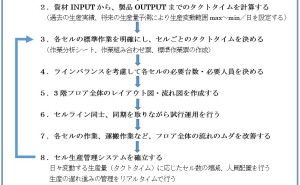
- ルールは、フローチャート化して、だれでも見えるように掲示する(異常処理ルール、日々の人員配置:だれがどの仕事をしている・・・)
- 部品供給は、間隔を短くすること。(その日のタクトタイムに応じた数量を一定間隔で配送する)
- 生産進捗状況、異常発生、人員配置など管理エリアから一目でわかるよう集中させ、指示やアクション が速やかに取られるようにする
4. 「セル生産」における生産性の評価と指標
セル生産の成否を判断するためには、従来のライン生産とは異なる視点での評価が必要です。ライン生産では「ライン全体のスピード」が重視されますが、セル生産では「個人の付加価値時間」と「ムダの排除」が直結します。
まず、評価の核となるのが「LOB(ライン・オブ・バランス)」の考え方です。複数名で1つのセルを担当する場合、工程間の待ち時間をいかにゼロに近づけるかが鍵となります。また、一人屋台方式(1人1セル)の場合は、歩行動作や部品を取りに行く動作など、非付加価値時間をいかに削るかが指標となります。
具体的な指標としては、「人時生産性(1人が1時間あたりに作る個数)」を基本としつつ、あわせて「段取り替え時間」の推移も追うべきです。変種変量生産に対応することがセル生産の目的である以上、製品の切り替えにかかる時間を短縮し、小ロットでも生産性を落とさない柔軟性を評価対象に組み込むことが重要です。
5. 多能工化を加速させる教育ステップ
セル生産の最大のボトルネックは「スキルの習熟」です。これを属人的な努力に任せず、組織的なステップとして構造化します。
第一段階は、「スキルマップ」による現状の可視化です。各作業者がどの工程を、どの程度の品質・スピードでこなせるかを4段階程度で数値化し、職場内に掲示します。これにより、本人には成長の目標を、管理者には応援体制の判断材料を提供します。
第二段階は、「作業の標準化と細分化」です。ベテランの勘に頼る部分を可能な限り排除し、視覚的な作業標準書(映像や写真)を整備します。特に「急所」と呼ばれる品質に直結するポイントを明確にすることで、新人の習熟期間を大幅に短縮できます。
第三段階は、「ジョブローテーション」の定例化です。特定の作業に固定せず、意図的に異なるセルや工程を経験させることで、現場全体の柔軟性を高め、欠員や増産に対する「現場の復元力」を養います。
6. 現場主導の「カイゼン」サイクル
セル生産は、作業者が主役となる生産方式です。そのため、現場からの改善提案が滞ることは、セルの硬直化を意味します。
セル内では、作業台の高さ、工具の配置、部品の棚割りなど、センチメートル単位の配置転換が生産性に劇的な影響を与えます。これを「使いにくい」と感じた瞬間に変更できる権限を作業者に与えることが、モチベーション向上と効率化の秘訣です。
また、「異常管理の徹底」も欠かせません。前述のアンドン(通知)が鳴った際、単に遅れを取り戻すだけでなく、「なぜ遅れたのか」という真因を追求し、治具の改良や手順の見直しに繋げるサイクルを定着させます。セル生産は「作って終わり」ではなく、毎日少しずつ「作り方を進化させる」プロセスそのものであると定義すべきです。
7. 次世代のセル生産:DXとの融合
現代のセル生産は、デジタル技術との融合によりさらなる進化を遂げています。これを「スマート・セル」と呼びます。
例えば、作業台にプロジェクターで作業手順を直接投影し、取るべき部品をランプで指示する「デジタルピッキングシステム」の導入です。これにより、多能工化のハードルであった「手順の記憶」という負荷を大幅に軽減できます。
また、センサーやカメラを用いて作業者の動作データを収集し、AIで分析することで、無意識のうちに生じている「迷い」や「無理な姿勢」を特定することも可能です。アナログな人間中心の温かみと、デジタルの正確な分析を組み合わせることで、セル生産は「きつい・難しい」仕事から、「クリエイティブで効率的な」仕事へとアップデートされています。
最後に、セル生産の本質は「変化に強い組織づくり」にあります。市場のニーズが激しく変動する現代において、固定された設備に人間を合わせるのではなく、人間に合わせて設備やルールを動かしていくセル生産の考え方は、今後ますますその重要性を増していくでしょう。
「セル生産」のキーワード解説記事
もっと見る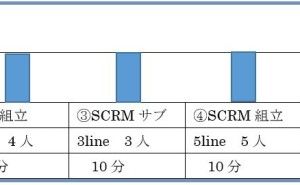
セルの必要台数・必要人員の検討 セル組立ライン構築手順(その3)
この解説は、部品点数が数千点に及ぶある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していくか...
この解説は、部品点数が数千点に及ぶある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していくか...

セルごとのタクトタイムの決定 セル組立ライン構築手順(その2)
この解説は、部品点数が数千点に及ぶある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していくか...
この解説は、部品点数が数千点に及ぶある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していくか...
ライン化の手順 セル組立ライン構築手順(その1)
この解説は、部品点数が数千点に及ぶ、ある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していく...
この解説は、部品点数が数千点に及ぶ、ある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していく...
「セル生産」に関するセミナー
もっと見る
NECパーソナルコンピュータ(株)、三木ベルテック(株)
①NECパーソナルコンピュータ(株)では、お客様に愛され続けるために「安心して長く使い続けられる」よう厳しい品質管理を徹底するとともに常に生産工程の見直しを行い、独自の工夫を...
開催日: 2026-09-15

生産工学概論第6回:生産管理
[講義概要]生産管理はものづくりの中でも要(かなめ)となる業務であり、ここを押さえることで工場全体が引き締まりますが、担当者は経験的に実行しているだけで、基本を体系的に学習す...
開催日: オンデマンド

セル生産方式の技術伝承
<セル生産方式の技術伝承を如何に効率的に行ったら良いか> 本セミナーではまず、セル生産方式はどんな特徴があるのか、セル生産方式の重要性について、ライ...
開催日: オンデマンド
「セル生産」の専門家
もっと見る
仙石 惠一
専門家A 合同会社Kein物流改善研究所
物流改革請負人の仙石惠一です。日本屈指の自動車サプライチェーン構築に長年に亘って携わって参りました。サプライチェーン効率化、物流管理技術導入、生産・物流人...
物流改革請負人の仙石惠一です。日本屈指の自動車サプライチェーン構築に長年に亘って携わって参りました。サプライチェーン効率化、物流管理技術導入、生産・物流人...

改善技術(トヨタ生産方式(TPS)/IE)とIT,先端技術(IoT,IoH,xR,AI)の現場活用を現場実践指導、社内研修で支援しています。

村上 英樹
専門家A ビジネスアシストshoei
金型・部品加工業専門コンサルティングです!販路開拓・生産改善・外注費削減の3つを支援するトライアングル支援パッケージ、技術を起点とする新しい経営コンサルタント
金型・部品加工業専門コンサルティングです!販路開拓・生産改善・外注費削減の3つを支援するトライアングル支援パッケージ、技術を起点とする新しい経営コンサルタント

在庫が収益構造とチームワークの鍵を握ります。人と人、組織と組織のつながり連鎖をどうマネジメントするかを念頭に現場と人から機会分析します。












