測定器校正のトレーサビリティを確保したい
434件中 161~180件目
-

可動率?それとも稼働率?違いや低下する要因、効率アップの対策を解説
稼働率が高い、低いを比べた場合、もちろん高い方が良いように思われます。しかし、稼働率を高めることは手段であり、目的ではありません。 ... -
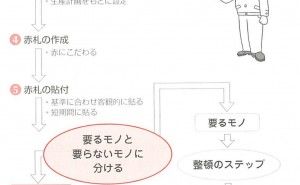
整頓の標準化:ジャスト・イン・タイム生産(その23)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始ま... -

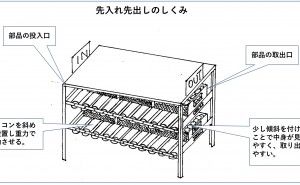
置き場のストライクゾーン:ジャスト・イン・タイム生産(その22)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの改... -

整頓の標準化:ジャスト・イン・タイム生産(その21)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの改... -
実践編 ジャスト・イン・タイム生産(その20)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始... -

実践編 ジャスト・イン・タイム生産(その19)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの... -

実践編 ジャスト・イン・タイム生産(その18)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの... -

基本的な考え方 ジャスト・イン・タイム生産 (その17)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な... -

基本的な考え方 ジャスト・イン・タイム生産(その16)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -
基本的な考え方 ジャスト・イン・タイム生産(その15)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」... -
品質管理 中国工場管理の基本事例(その16)
◆ 品質管理-中国工場の品質がよくないのはなぜか(その6) 中国工場のスタッフについてみています。これまで作業者や管理者を取り上げ... -

基本的な考え方 ジャスト・イン・タイム生産(その14)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -

基本的な考え方 ジャスト・イン・タイム生産(その13)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な... -

基本的な考え方 ジャスト・イン・タイム生産(その12)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -

基本的な考え方 ジャスト・イン・タイム生産 (その11)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な... -

品質管理 中国工場管理の基本事例(その15)
◆品質管理-中国工場の品質がよくないのはなぜか(その5) 中国工場のスタッフについてみています。これまで作業者や管理者の班長・組長... -
基本的な考え方 ジャスト・イン・タイム生産(その10)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発... -
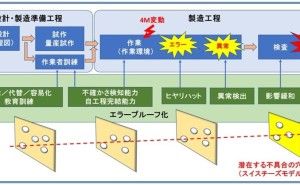
品質問題の予防策として有効なエラープルーフ化とは
♦ 機器や手順など人以外の対策を考える 製造業の品質問題の予防策として有効なエラープルーフ化について考えて見ます。 エラー... -
~速算:暗算計算と九去法 続・現場数学(その20)
♦ 計算を身近なケースから考える 1. 電卓よりはるかに速く~ 速算と暗算の活用 本シリーズのタイト... -

基本的な考え方 ジャスト・イン・タイム生産(その9)
【目次】 第2章 基本的な考え方を押さえておく (1)「改革」である 「改善」と「改革」の違いとは ...












