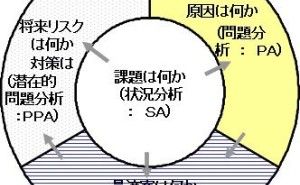
前回のその1、KT法とは、に続き今回はKT法における状況分析(SA)について事例を通じて解説します。
【目次】
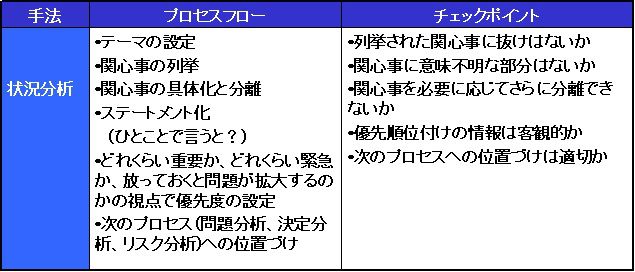
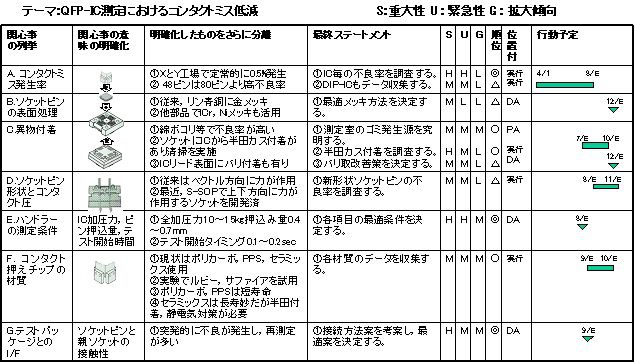
2、状況分析 ← 今回の解説
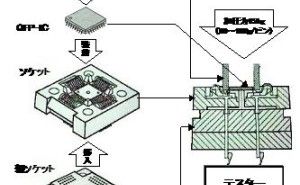
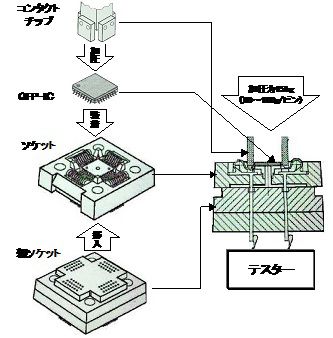
半導体生産プロセス中での測定工程は、今回の課題解決当時(10数年前)、約1億円/台もする測定装置(テスター)が多数台並ぶ状態で、コストダウン対象の優先順位の高い工程でした。この時は「QFP-IC (4方向にリードの出た面実装型IC)測定におけるコンタクトミス低減」をテーマに状況分析を試みました。特にQFP-ICの場合、図1に示すように、テスターとの接続には親ソケットと呼ぶインターフェイスがあり、それにソケットを装着していました。そのソケットにQFP-ICを載せ、...
 (Copyright ⓒ 2002 Kepner-Tregoe、 Inc All Rights Reserved)
(Copyright ⓒ 2002 Kepner-Tregoe、 Inc All Rights Reserved)