不良原因を特定し、的確に対策したい
1,167件中 961~980件目
-
自社利益にリンクするサプライヤーの改善
製造業に取ってサプライヤーとの関係は重要です。原料の品質管理が自企業の利益に少なからず影響を及ぼすからです。サプライヤーの品質に大きなばらつきがあると、... -

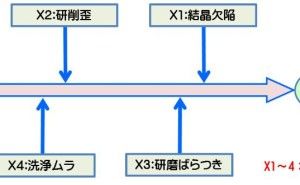
不良原因解析2段階法の解説(その2)
不良原因解析2段階法の解説、その1に続いて、今回は、実際の事例に基づいて、不十分な原因究明で終わってしまう問題を検討して、不良解析2段階法の手順と解決方... -

改善してる?~『 誤差の悲劇 』
統計学を学ぶ利点の一つは「誤差」に惑わされなくなる点だと思います。同じ条件で行ったとしても同じ結果が出ない事は数多くあります。所謂ばらつきであり偶発的誤... -

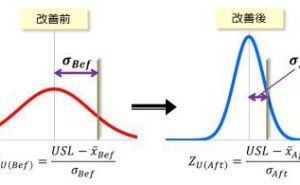
プロセスのばらつきと測定のばらつき
データ分析を行う上でばらつきの評価は避けて通れません。同じ手順で実施しているつもりでも実際は微妙に異なりばらつきが発生します。そのばらつきを出来るだけ小... -
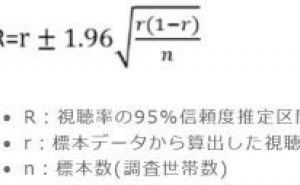
母比率の区間推定 - 視聴率の一喜一憂 -
統計的区間推定は%などの比率データにも適用できます。比率データとして代表的なものに視聴率データがあります。予備知識としてビデオリサーチ社のウェブサイト情... -
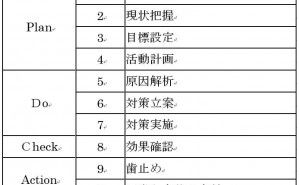
新しい時代のQCサークル活動の提案
最近、企業ぐるみのデーターねつ造・改ざんの問題が大きく報道されています。実は、QCサークル活動でも一部の企業で、体裁を重視した発表用のQCストーリー作り... -

有意水準、5%の考察
統計的有意差検定とは一定確率の元で◯×判定を下す手法です。この一定の確率を『有意水準』と呼びます。有意水準とは危険率とも呼ばれ逆に100%から危険率を... -
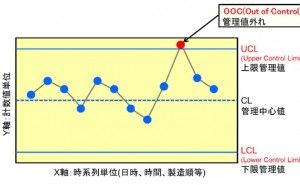
管理図 原因のある異常
QC7つ道具の一つである管理図(図1)は安定した工程状態を元に設定された管理限界線を基準 として工程変動の推移観察を行う図です。 例えば100... -
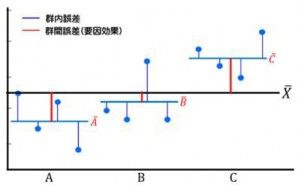
群内誤差と群間誤差 (その2)
前回のその1に続いて解説します。群内誤差が大きければ群間誤差(要因効果)が観えなくなるので、単純に平均値だけでの評価は危険が伴います。それは郡内誤差が群... -

群内誤差と群間誤差 (その1)
統計学を学ぶ最大の利点の一つは、『効果と誤差』についての理解ができることです。逆に言えば改善アクションを行った時、効果と誤差を区別出来なければ、それが意... -

改善の四原則 (ECRSの原則)-現場主導の改善-
改善の四原則にECRSの原則と呼ばれるものがあります。これは工程や作業、手順等の改善を行う時に留意する考えです。名前だけ聞くと難しそうですが3ムと同じで... -

KT法とは
リスク対象に囲まれた不確実性の時代、状況を分析し意思決定する立場の管理者、技術者に求められる能力は、価値観や社会システムがどん... -
Controlフェイズの目的 シックスシグマ (その8)
前回のその7に続いて解説します。Controlフェイズは、前フェイズまでに確立した対策効果の確認と、効果を持続させるためのアクションを行います。新しく見... -
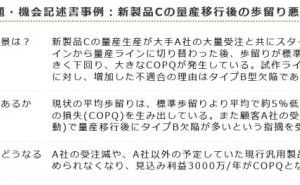
品質管理の原点から考える多品種少量生産の不良削減
ある一流会社での話です。大量生産ラインでは、不良の発生が非常に低く抑えられている一方で、多品種少量生産ラインでは「ある程度の不良は仕方ない」という空気が... -
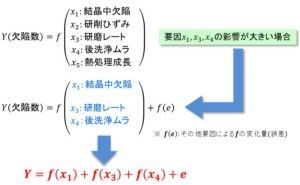
Improveフェイズの目的 シックスシグマ (その7)
前回のその6に続いて解説します。Improveフェイズでは、特性Yと、Analyzeフェイズの最後で抽出した影響力の大きい要因Xとの関係を伝達関数としま... -
Analyzeフェイズの目的 シックスシグマ (その6)
前回のその5に続いて解説します。Analyzeフェイズでは収集したデータを分析し、特性Yのばらつきに影響を与えている因子を推測します。さらに問題の原因を... -
Measureフェイズの目的 シックスシグマ (その5)
前回のその4に続いて解説します。MeasureフェイズはDefineフェイズと共にプロジェクト成功を左右する重要なフェイズです。問題の定義と、問題の本質... -
Defineフェイズの目的 シックスシグマ (その4)
前回のその3に続いて解説します。シックスシグマでは、顧客主義に基づいてVOC(顧客の声:Voice of Customer)で始まり、顧客の声で終わると... -
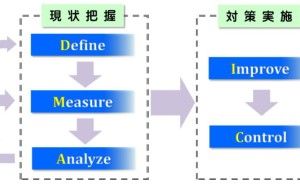
DMAICによる問題・課題解決型サイクル:シックスシグマ (その3)
【連載の目次】 シックスシグマ (その1) シックスシグマの概要 シックスシグマ (そ... -
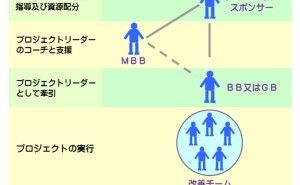
シックスシグマの教育体系 シックスシグマ (その2)
1.プロジェクトメンバーの役割と責任 シックスシグマはプロジェクト体制で行う為、メンバーの役割が明確に定義されており、役割に応じた教育が行われます。Q...












