不良発生を未然防止したい
1,228件中 941~960件目
-

‐5Sの推進でコストダウンを図る 製品・技術開発力強化策の事例(その32)
1.5S導入手順 (1)5Sは何故必要なのか、5Sを実施する意義の理解に力を注ぐ 5Sの活動目的を理解せずに形だけの整理整頓、つまり、片付け... -

転ばぬ先の杖~RFCの備え
RFCとはResponse Flow Chart(若しくはchecksheet)の略語です。あまりポピュラーな用語ではありませんが、外資系の製造業では良... -
‐5Sの推進でコストダウンを図る 製品・技術開発力強化策の事例(その31)
1.5Sの評価方法 前回のその30に続いて解説します。5Sの評価を適正に行い、職場間に競争意識を持たせることで5Sの効果的な推進策とする事は大切な... -
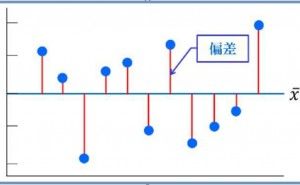
分散の加法性とは
SQC(Statistical Quality Control:統計的品質管理)というと、期待値、確率変数、標準偏差、正規分布... -

工程能力指数
◆ Cp=3.0なのに苦情が絶えないのは? Cpとは工程能力指数です。特性値が規格範囲にどの程度収まっているかを観る為の指数です。ある部品の長さ規... -
‐5Sの推進でコストダウンを図る 製品・技術開発力強化策の事例(その30)
◆配置に関する5Sの原則 前回のその29に続いて解説します。工具、資材、部品及び仕掛品について最適配置の方法について検討する場合の判断の原則になる... -
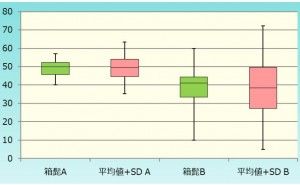
層別比較に便利なグラフ
層別比較に便利なツールとしては、『箱ひげ図』があります。箱ひげ図は少数データの扱いも容易で作成も簡便なので便利ですが、分布の中心が中央値で、分布の幅がパ... -

‐5Sの推進でコストダウンを図る 製品・技術開発力強化策の事例(その29)
1.5S導入のための考え方 前回のその28に続いて解説します。5Sはムダな作業動作を少なくして、作業性良くし生産性の向上を図る目的で行います。5S... -

‐5Sの推進でコストダウンを図る 製品・技術開発力強化策の事例(その28)
◆5Sの意義 前回のその27に続いて解説します。「整理、整頓、清掃、清潔、習慣(躾)」を総称して5Sと言い、これらを確実に励行すると、ムダな動... -

トレーサビリティ、追跡可能性とは
トレーサビリティとは追跡可能性と言う意味です。Trace(トレース)と言う ”たどる” とかデッサン等の ”なぞる” と言う意味の単語から連想すると覚... -

品質管理をやさしく実践し、極意に至る
ある企業から、品質向上に向けて新たなスタートを切るべく、「品質管理をやさしく実践し、極意に至る」道について講演してほしいとの要請を受けました。難しい話... -

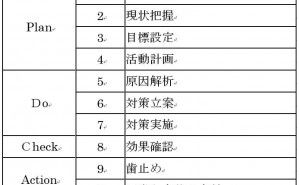
不良原因解析2段階法の解説(その2)
不良原因解析2段階法の解説、その1に続いて、今回は、実際の事例に基づいて、不十分な原因究明で終わってしまう問題を検討して、不良解析2段階法の手順と解決方... -
エンジニアと統計リテラシー
エンジニアが身につけるべきスキルとは何でしょうか、各エンジニアの専門分野の知識はそのエンジニアのレゾンデートルですが、共通して必要な基本的知識として統計... -

相互作用、交互作用とは
統計学で交互作用という言葉が良く出てきます。主には実験計画法(DOE)で頻出しますが、DOEに限らず統計学では一般的... -
新しい時代のQCサークル活動の提案
最近、企業ぐるみのデーターねつ造・改ざんの問題が大きく報道されています。実は、QCサークル活動でも一部の企業で、体裁を重視した発表用のQCストーリー作り... -
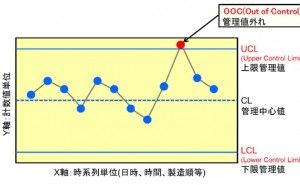
管理図 原因のある異常
QC7つ道具の一つである管理図(図1)は安定した工程状態を元に設定された管理限界線を基準 として工程変動の推移観察を行う図です。 例えば100... -
改善の四原則 (ECRSの原則)-現場主導の改善-
改善の四原則にECRSの原則と呼ばれるものがあります。これは工程や作業、手順等の改善を行う時に留意する考えです。名前だけ聞くと難しそうですが3ムと同じで... -

FMEA導入の前に検討すべき課題(その2)
顧客が期待する製品の情報は、図面にアウトプットされるが、顧客の期待・要望を100%表すことができません。また、工場における上流工程と下流工程の間で受... -

FMEA導入の前に検討すべき課題とは(その1)
FMEAの導入を検討しているが、どのような手順で実施すればいいか?またすでにFMEAを導入しているが効果を上げるにはどうしたらいいかなど、FMEAに... -

KT法とは
リスク対象に囲まれた不確実性の時代、状況を分析し意思決定する立場の管理者、技術者に求められる能力は、価値観や社会システムがどん...












