これは2012年の品質工学研究発表大会で、リコーの細川哲夫さんが発表した「T法によって拡張されたパラメータ・スタディー」を、ご本人の承諾を得て要約掲載したものです。
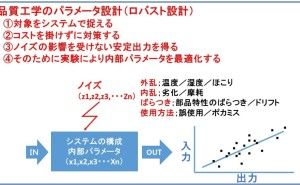
品質工学パラメータ設計の理想は、基本機能を徹底的に議論し、有望な制御因子と効果的な誤差因子を組み合わせて、1回の実験で目標を達成する技術を作り上げることです。しかし現実的には、特に技術メカニズムの把握が不十分な開発初期段階において、1回の実験では十分な成果が得られないことが珍しくありません。有効な制御因子が複数見つかれば、その効果程度からメカニズムの仮説をいくつか設定し、再実験するのが一般的でした。
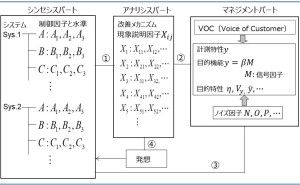
この発表では、一般的なパラメータ設計実験において、目的とする特性を評価するだけでなく、実験時に採取できる複数の特性を説明因子とし、T法を使って目的特性に対する影響度を評価することで、技術メカニズムの把握に利用しようとするものです。
平常に近い条件におけるT法適用では、パラメータのダイナミックレンジが狭くて有効な情報を得られない場合も多いのですが、本方式を使用すると、制御因子を直交表で割り付けているために、T法用の説明因子部分も大きく振られて、信頼度の高い結果が期待できます。
また結果的に、目的特性に影響のある説明因子がある程度制御可能であるならば、次のパラメータ設計実験に際して内側因子として設定し、再評価することも可能です。
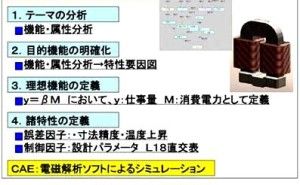
目的特性と相関のある説明因子を新たな特性値として、制御因子の要因効果図を描くことも可能で、目的特性と相関性の高い説明因子が、メカニズムに直結した基本機能になる可能性もあります。
発表では二つの実施例が挙げられています。 初めの事例では、パラメータ設計の結果でSN比と感度がことごとくトレードオフになったものの、併せて採取した26個の説明因子のデータをT法で解析したところ、目的特性の70%を説明することができ、開発が大きく前進しました。
次の事例では、当初L18の...