1. 教科書がない3次元データ加工
当事務所が金型メーカーや部品加工メーカーを診断させていただく際、3次元データ加工の手順がうまくまとまっておらず、よく指摘をさせていただくことがあります。
このようになってしまう原因として、切削加工の基礎や理論に関する市販図書は多く存在するのですが、自由曲面などの金型意匠面を加工する、3次元データ加工については手引きとなる本は、筆者が知る限り存在しないためだと思っています。
したがって、企業それぞれ我流となっていることが多く、それ以外では、CAMを購入したベンダからの導入教育やサポートの際に、他社事例などを元にした手順を教えてもらうなどの手立てしかありません。
そこで、筆者が倣い加工機からスタートし、各種のCAMやマシニングセンターを操作してきた経験や、多くの企業事例を見てきた経験などを踏まえ、今回、3次元データ加工の手順のセオリーをまとめてみました。ぜひ参考にしていただければと思います。
2. 実際の手順と根拠
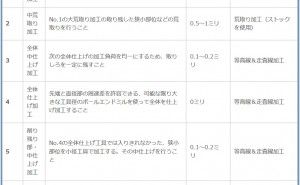
形状の複雑さや狙いの加工精度により、手順は増えたり減ったり、入れ替わったりすることもありますが、大まかな手順は下の表のとおりです。

3. 各工程の具体的なポイント
表に記載されている各工程について、具体的なポイントを見ていきたいと思います。
(1) No.1 大荒取り加工
この加工の目的は何と言っても「効率性」になります。この工程では、できるだけ大きな直径の工具を使うことを意識しますが、もし狭い凹部があるような形状で大き過ぎる径の工具を使いますと、次のNo.2の「中荒取り」工程に加工残りを多く残してしまうことになってしまうため、そこに配慮しつつ、できるだけ時間あたりの切りくず排出量を多くできる加工を心掛けます。
使用する工具はラジアス工具が中心となります。ただし、大きな工具は加工負荷が高いため、クランプ状態や機械剛性を考慮する必要があります。
使用するCAMの機能では、「荒取り加工」機能を使うことになります。年々進化するCAMにおいて、この荒取り加工パスは、軌跡や加工条件の調整・補正する機能が優れてきており、この優劣がCAM選定の決め手になる場合もあります。
(2) No.2 中荒取り加工
この工程で使われる機能は「ストック」と呼ばれる、前工程が終わった後の素材形状に合わせて加工軌跡を計算する、追加の荒取り加工になります。かつて昔は、この機能の有無がCAM選定の決め手になった頃もありましたが、現在ほとんどのCAMがこの機能を備えています。
逆にこの機能がないと、大規模な切削量を必要とワークであっても、狭小部位が一部存在するだけで、そこに侵入できる小さな工具で全体...