「ベテランの経験や勘に頼りすぎて、作業が標準化されない」「現場のムダを見つけたいが、どこから手をつけていいか分からない」、製造業やサービス業の現場において、こうした悩みは尽きません。これらの課題を客観的なデータで解決し、無理なく生産性を向上させる手法が「IE(インダストリアル・エンジニアリング:産業工学)」です。一見すると難解に思えるかもしれませんが、その本質は「人とモノ、設備の働きを科学的に分析し、最も効率的で安全な仕組みをつくること」にあります。本記事では、IEの基礎知識や歴史的エピソードから、現場のあり方を変える具体的な「IE7つ道具」の実践手法まで、分かりやすく解説します。
【記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します】
- ・経験や勘に頼った作業の見直し方を、客観的で論理的な手法へ移行できる。
- ・製造現場やサービス現場に潜む「ムダ」を具体的に発見し、取り除く視点が身につく。
- ・トヨタ生産方式などでも用いられる「IE7つ道具」の使い分けと実践方法を理解できる。
- ・作業者の負担を減らしながら、品質と生産性を同時に高める両立のアプローチがわかる。
第1章:IE(インダストリアル・エンジニアリング)とは何か?
1-1. IEの基本定義と目的
IE(Industrial Engineering)は、日本語では「産業工学」や「生産工学」と訳されます。簡単に言えば、人、モノ、設備、情報といった生産に必要な要素を総合的に組み合わせ、最も効率的で経済的なシステムを設計し、運用し、改善するための手法です。IEの最大の目的は、限られた経営資源を活用して、より少ない労力でより多くの成果を上げること、すなわち「生産性の向上」にあります。 しかし、単に生産性を上げることだけが目的ではありません。作業を行う人々にとって、身体的・精神的な負担が少なく、安全で働きやすい環境を構築することも、IEの重要な柱です。無理なスピードアップを強要するのではなく、作業の「ムダ」「ムリ」「ムラ」を見つけ出し、それらをシステム的・科学的なアプローチで排除することによって、結果として生産性が向上するというのが、IEの基本的な考え方です。
1-2. 現代のビジネスにおけるIEの重要性
IEはもともと製造業の工場を中心に発展してきました。工場において製品を一つ作るために、どのような手順で、どのような道具を使い、どれくらいの時間をかけるべきかという基準を作るために用いられてきたのです。しかし現代において、IEの適用範囲は製造業にとどまりません。 物流倉庫でのピッキング作業の効率化、飲食店の厨房での調理手順の最適化、病院における看護師の動線改善、さらにはオフィスでの事務作業の手順見直しに至るまで、あらゆる業種でIEの考え方が導入されています。労働力不足が叫ばれる昨今、一人ひとりの働きを最大限に活かし、限られた時間の中で付加価値を生み出すためには、勘や経験に依存しない客観的な基準が求められます。だからこそ、業種を問わずIEの考え方が再評価されているのです。
1-3. 改善活動における「客観的な事実(データ)」の役割
IEの根底に流れているのは、「事実に基づいた客観的な判断」です。現場の改善を進めようとする際、「何となく時間がかかっている気がする」「あの人は作業が遅い」といった主観的な感覚で対策を打っても、根本的な解決には至りません。 IEでは、まず現状を正確に把握することから始めます。ストップウォッチを使って時間を測る、作業者の動きをビデオで撮影して分析する、モノの移動距離を正確に測るといった具体的な行動を通じて、主観を排したデータ(客観的な事実)を集めます。このデータこそが、改善の余地がどこにあるのかを明らかにする羅針盤となります。「現状がどうなっているか」を数字や図表で明確にすることで、初めて誰の目にも明らかな「改善の目標」を設定することが可能となるのです。
【ここから先は会員様限定コンテンツです】
歴史や概要を超えて、ここからは実務に直結する「具体的な現場改善の手法」へと入ります。無料の会員登録をしていただくことで、本記事に掲載されている以下の解説や整理表、そして現場を変えるための知識が閲覧可能になります。
無料会員登録で得られる知識
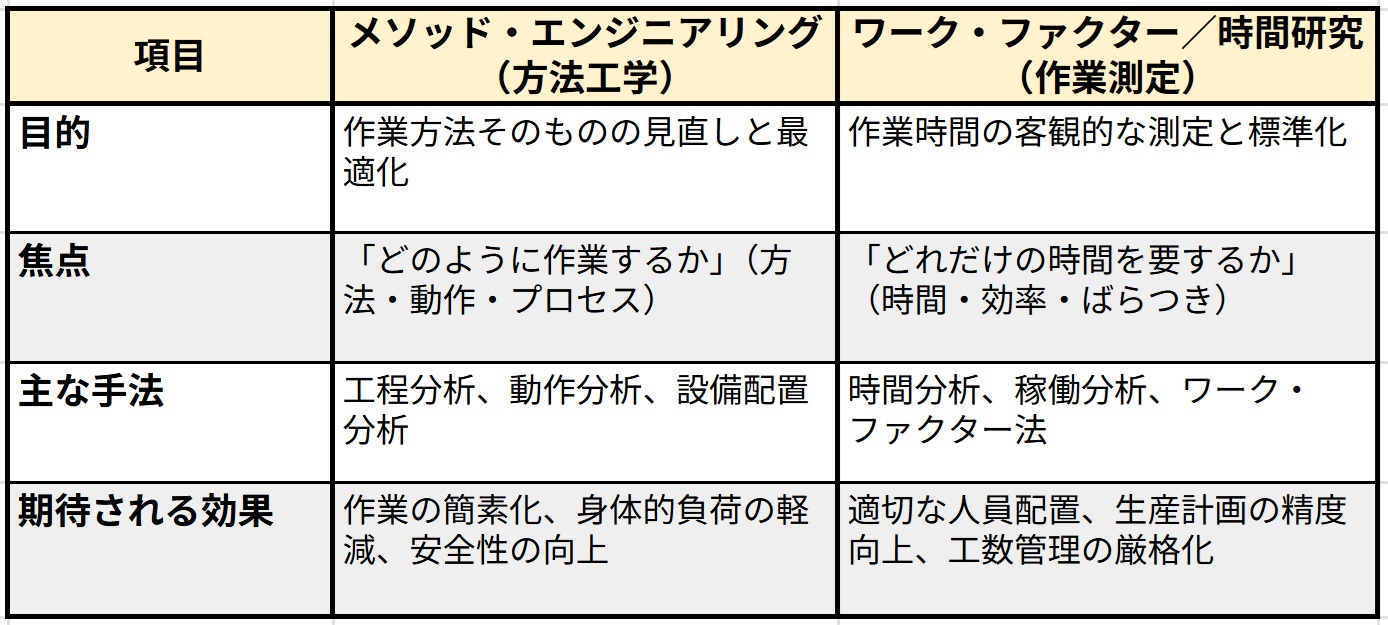
- 【限定公開の整理表】メソッド・エンジニアリングと時間研究の違いが一目でわかる「IEの2大アプローチ比較整理表」
- 【限定公開の整理表】現場の課題に応じてどの道具を使うべきかが一目で俯瞰できる「IE手法・分析ツール比較整理表」
- 作業のムダを4つの視点で削ぎ落とす「ECRS(イクルス)の原則」を実務に落とし込む知識
- トヨタ生産方式の強さを支える、現場の「カイゼン文化」を自社に定着させるためのアプローチ
- 長年の「経験と勘」から脱却し、科学的なデータに基づいた強い現場づくりを今日から始めましょう。
[ 登録してすべての整理表と解説を見る(無料) ]
第2章:IE発展の歴史と有名なエピソード
2-1. 科学的管理法の誕生:フレデリック・テイラーの功績と「シャベルすくい作業」の研究
IEの歴史を語る上で欠かせないのが、19世紀末から20世紀初頭にかけてアメリカで活躍したフレデリック・テイラーです。彼は「科学的管理法の父」と呼ばれ、それまで職人の経験や勘に頼っていた作業方法に、初めて客観的・科学的な分析を持ち込みました。 テイラーの業績として知られるのが「シャベルすくい作業の研究」です。当時、製鉄所の作業員たちは、それぞれが自宅から持ち込んださまざまな大きさのシャベルを使っていました。テイラーは、この作業を観察し、一回のすくい上げで運ぶ重量が重すぎても軽すぎても、一日の総作業量が低下することに気づきました。そこで彼は実験を重ね、一回にすくう重量が「約21ポンド(約9.5kg)」のときに、一日の作業量が最も多くなるという結果を導き出しました。この結果に基づき、扱う材料(重い鉄鉱石や軽い石炭など)に合わせて、すくう量が常に最適になる数種類のシャベルを会社側で用意しました。これにより、作業員の負担を抑えつつ、作業効率の向上を達成しました。
2-2. 「動作研究」の始まり:ギルブレス夫妻による「レンガ積み作業」の効率化エピソード
テイラーの時間研究と並び、IEの基礎を築いたのがフランク・ギルブレスとその妻リリアンです。彼らは、作業者の「動作」そのものに注目し、動作研究という分野を開拓しました。 ギルブレスの有名なエピソードは「レンガ積み作業」に関するものです。建築現場のレンガ積みは...
「ベテランの経験や勘に頼りすぎて、作業が標準化されない」「現場のムダを見つけたいが、どこから手をつけていいか分からない」、製造業やサービス業の現場において、こうした悩みは尽きません。これらの課題を客観的なデータで解決し、無理なく生産性を向上させる手法が「IE(インダストリアル・エンジニアリング:産業工学)」です。一見すると難解に思えるかもしれませんが、その本質は「人とモノ、設備の働きを科学的に分析し、最も効率的で安全な仕組みをつくること」にあります。本記事では、IEの基礎知識や歴史的エピソードから、現場のあり方を変える具体的な「IE7つ道具」の実践手法まで、分かりやすく解説します。
【記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します】
- ・経験や勘に頼った作業の見直し方を、客観的で論理的な手法へ移行できる。
- ・製造現場やサービス現場に潜む「ムダ」を具体的に発見し、取り除く視点が身につく。
- ・トヨタ生産方式などでも用いられる「IE7つ道具」の使い分けと実践方法を理解できる。
- ・作業者の負担を減らしながら、品質と生産性を同時に高める両立のアプローチがわかる。
第1章:IE(インダストリアル・エンジニアリング)とは何か?
1-1. IEの基本定義と目的
IE(Industrial Engineering)は、日本語では「産業工学」や「生産工学」と訳されます。簡単に言えば、人、モノ、設備、情報といった生産に必要な要素を総合的に組み合わせ、最も効率的で経済的なシステムを設計し、運用し、改善するための手法です。IEの最大の目的は、限られた経営資源を活用して、より少ない労力でより多くの成果を上げること、すなわち「生産性の向上」にあります。 しかし、単に生産性を上げることだけが目的ではありません。作業を行う人々にとって、身体的・精神的な負担が少なく、安全で働きやすい環境を構築することも、IEの重要な柱です。無理なスピードアップを強要するのではなく、作業の「ムダ」「ムリ」「ムラ」を見つけ出し、それらをシステム的・科学的なアプローチで排除することによって、結果として生産性が向上するというのが、IEの基本的な考え方です。
1-2. 現代のビジネスにおけるIEの重要性
IEはもともと製造業の工場を中心に発展してきました。工場において製品を一つ作るために、どのような手順で、どのような道具を使い、どれくらいの時間をかけるべきかという基準を作るために用いられてきたのです。しかし現代において、IEの適用範囲は製造業にとどまりません。 物流倉庫でのピッキング作業の効率化、飲食店の厨房での調理手順の最適化、病院における看護師の動線改善、さらにはオフィスでの事務作業の手順見直しに至るまで、あらゆる業種でIEの考え方が導入されています。労働力不足が叫ばれる昨今、一人ひとりの働きを最大限に活かし、限られた時間の中で付加価値を生み出すためには、勘や経験に依存しない客観的な基準が求められます。だからこそ、業種を問わずIEの考え方が再評価されているのです。
1-3. 改善活動における「客観的な事実(データ)」の役割
IEの根底に流れているのは、「事実に基づいた客観的な判断」です。現場の改善を進めようとする際、「何となく時間がかかっている気がする」「あの人は作業が遅い」といった主観的な感覚で対策を打っても、根本的な解決には至りません。 IEでは、まず現状を正確に把握することから始めます。ストップウォッチを使って時間を測る、作業者の動きをビデオで撮影して分析する、モノの移動距離を正確に測るといった具体的な行動を通じて、主観を排したデータ(客観的な事実)を集めます。このデータこそが、改善の余地がどこにあるのかを明らかにする羅針盤となります。「現状がどうなっているか」を数字や図表で明確にすることで、初めて誰の目にも明らかな「改善の目標」を設定することが可能となるのです。
【ここから先は会員様限定コンテンツです】
歴史や概要を超えて、ここからは実務に直結する「具体的な現場改善の手法」へと入ります。無料の会員登録をしていただくことで、本記事に掲載されている以下の解説や整理表、そして現場を変えるための知識が閲覧可能になります。
無料会員登録で得られる知識
- 【限定公開の整理表】メソッド・エンジニアリングと時間研究の違いが一目でわかる「IEの2大アプローチ比較整理表」
- 【限定公開の整理表】現場の課題に応じてどの道具を使うべきかが一目で俯瞰できる「IE手法・分析ツール比較整理表」
- 作業のムダを4つの視点で削ぎ落とす「ECRS(イクルス)の原則」を実務に落とし込む知識
- トヨタ生産方式の強さを支える、現場の「カイゼン文化」を自社に定着させるためのアプローチ
- 長年の「経験と勘」から脱却し、科学的なデータに基づいた強い現場づくりを今日から始めましょう。
[ 登録してすべての整理表と解説を見る(無料) ]
第2章:IE発展の歴史と有名なエピソード
2-1. 科学的管理法の誕生:フレデリック・テイラーの功績と「シャベルすくい作業」の研究
IEの歴史を語る上で欠かせないのが、19世紀末から20世紀初頭にかけてアメリカで活躍したフレデリック・テイラーです。彼は「科学的管理法の父」と呼ばれ、それまで職人の経験や勘に頼っていた作業方法に、初めて客観的・科学的な分析を持ち込みました。 テイラーの業績として知られるのが「シャベルすくい作業の研究」です。当時、製鉄所の作業員たちは、それぞれが自宅から持ち込んださまざまな大きさのシャベルを使っていました。テイラーは、この作業を観察し、一回のすくい上げで運ぶ重量が重すぎても軽すぎても、一日の総作業量が低下することに気づきました。そこで彼は実験を重ね、一回にすくう重量が「約21ポンド(約9.5kg)」のときに、一日の作業量が最も多くなるという結果を導き出しました。この結果に基づき、扱う材料(重い鉄鉱石や軽い石炭など)に合わせて、すくう量が常に最適になる数種類のシャベルを会社側で用意しました。これにより、作業員の負担を抑えつつ、作業効率の向上を達成しました。
2-2. 「動作研究」の始まり:ギルブレス夫妻による「レンガ積み作業」の効率化エピソード
テイラーの時間研究と並び、IEの基礎を築いたのがフランク・ギルブレスとその妻リリアンです。彼らは、作業者の「動作」そのものに注目し、動作研究という分野を開拓しました。 ギルブレスの有名なエピソードは「レンガ積み作業」に関するものです。建築現場のレンガ積みは、何千年も前から行われている伝統的な作業であり、誰もが「これ以上改善の余地はない」と考えていました。しかしギルブレスは、職人の動きを細かく観察し、彼らがレンガを積むために何度もかがんでレンガを拾い上げ、一つひとつのレンガの向きを確認していることに気づきました。 そこで彼は、レンガを腰の高さに保つための専用の足場を考案し、かがむ動作をなくしました。また、あらかじめレンガの表裏を揃えて作業者の手元に届ける仕組みを作りました。こうした細かな動作の改善を積み重ねた結果、一つレンガを積むのに必要だった動作の数は大きく減り、職人はそれまでよりも少ない疲労で、一日あたりに積めるレンガの数を大幅に増やすことができるようになりました。彼らは人間の手や腕の動きを細かな要素に分解し、不要な動きを削ぎ落とすことで、作業の効率と安全性を高める手法を確立したのです。
2-3. 大量生産時代から多品種少量生産へのシフトとIEの適応
テイラーやギルブレスによって基礎が作られたIEは、ヘンリー・フォードの自動車大量生産において大きく開花しました。コンベアによる流れ作業は、細分化された作業を標準化することで、誰もが同じ手順で製品を大量に生み出せる仕組みでした。 しかし、時代が進むにつれて消費者のニーズは多様化し、大量生産システムだけでは対応できなくなりました。そこで求められたのが、「必要なものを、必要なときに、必要なだけ作る」という柔軟性を持つ生産方式です。この多品種少量生産の時代において、IEはさらなる進化を遂げます。ただ時間を短くするだけでなく、段取り替え(製品の切り替え)の時間をいかに短縮するか、変化する需要にどう対応して人員を配置するかといった、より複雑でシステム全体を最適化する視点がIEに求められるようになりました。このように、IEは時代の変化とともにその適用範囲を広げながら発展してきたのです。
第3章:メソッド・エンジニアリング(方法工学)の側面
3-1. メソッド・エンジニアリングの基本概念
IEのアプローチは、大きく二つの側面に分けることができます。一つ目が「メソッド・エンジニアリング(方法工学)」です。これは、作業の「方法」そのものに焦点を当て、それをより良くするための技術です。 現場での作業は、長年の習慣や「先輩から教わった通り」という理由だけで、深く考えられることなく続けられていることが少なくありません。メソッド・エンジニアリングは、こうした現状の作業手順に対して「なぜこの方法で行うのか?」「もっと簡単な方法はないか?」「順序を入れ替えることはできないか?」という問いを投げかけます。目的は、作業を構成する手順の中から不要なものを探し出し、取り除くこと(排除)、複数の手順を一つにまとめること(結合)、順序を最適化すること(交換)、そして作業そのものを簡単にすること(簡素化)です。これを、頭文字をとってECRS(イクルス)の原則と呼ぶこともあります。
3-2. 工程のムダを省き、作業を標準化するアプローチ
メソッド・エンジニアリングにおける具体的なアプローチの第一歩は、作業の全体像を細かく分解して記述することです。例えば、部品を組み立てる作業であれば、「部品を取りに行く」「部品を作業台に置く」「工具を手にとる」「部品を合わせる」「ねじを締める」といった具合です。 それぞれのステップを書き出した上で、それぞれの動作に付加価値があるかどうかを検証します。「部品を取りに行く」という歩行時間は、製品そのものの価値を高めているわけではありません。したがって、これは削減すべき対象となります。部品の配置を作業者の手の届く範囲に変更すれば、歩行というムダな動作を省くことができます。 このようにして最良の作業手順を見つけ出したら、それを「標準作業」として文書やマニュアルに定着させます。標準作業を定めることで、新人であってもベテランに近い効率で作業できるようになり、また作業の品質も一定に保たれるようになります。
3-3. 身体への負荷を考慮した作業環境設計(作業者中心の考え方)
メソッド・エンジニアリングにおいて忘れてはならないのは、「人間を中心とした視点」です。どれほど理にかなった効率的な作業手順を考案しても、それが作業者の身体に過度な負担を強いるものであれば、長続きしませんし、怪我やミスの原因となります。 そこで、人間の身体的な特性や限界を考慮した作業環境の設計が行われます。作業台の高さは適切か、照明は手元を十分に照らしているか、重いものを持ち上げる際に腰への負担を減らす補助具はないか、といった点に配慮します。ギルブレスがレンガ積みの足場を考案したのも、まさにこの視点です。疲労を最小限に抑え、快適に作業できる環境を整えることは、結果的に集中力の維持や品質の向上、生産性の維持に直結します。メソッド・エンジニアリングとは、単なるスピードアップではなく、働く人が安全かつ快適に価値を生み出せる「仕組みづくり」なのです。
表. IEの2大アプローチ比較整理表
第4章:ワーク・ファクターと時間研究・管理技術の側面
4-1. 時間研究の目的:勘に頼らない「標準時間」の設定
IEのもう一つの重要な側面が「時間研究(作業測定)」です。メソッド・エンジニアリングによって最良の作業方法が確立された後、次に行うべきは「その標準的な作業を、標準的な熟練度の作業者が、正常なペースで行った場合、どれくらいの時間がかかるか」を明確にすることです。この基準となる時間を「標準時間」と呼びます。 標準時間を設定する目的は、勘やどんぶり勘定での管理から脱却することです。「この製品を作るのに大体1時間くらい」といった曖昧な感覚では、正確な生産計画を立てることはできません。また、作業者によって個人差が大きければ、製品の完成予定時刻は読めず、納期遅れや過剰な人員配置の原因となります。標準時間という「ものさし」を持つことで、企業は客観的な基準に基づいて日々の業務を計画し、管理できるようになります。
4-2. ワーク・ファクター法など、人間の動作を要素分解して時間を算出する仕組み
標準時間を求めるための伝統的な手法の一つに、ストップウォッチを使って実際の作業時間を何度も計測し、平均値から算出する方法があります。しかし、この方法では「実際に作業をやってみなければ時間がわからない」という弱点がありました。 そこで考案されたのが、「ワーク・ファクター(WF)法」に代表される既定時間標準法という考え方です。これは、人間の動作を「手を伸ばす」「つかむ」「運ぶ」「放す」といった極めて基本的な単位に分解し、あらかじめそれぞれの動作にかかる時間を定めた表(データ)を用いて、机上で作業時間を算出する手法です。 この手法の特徴的な点は、まだ実際に現場で行われていない新しい製品の組み立て作業であっても、作業手順(動作の組み合わせ)さえ決まれば、事前に所要時間を予測できることです。動作の距離や、扱うモノの重さ、動作の難易度などに応じて細かく時間が設定されており、これらを足し合わせることで、客観性が高くばらつきのない標準時間を導き出すことができます。
4-3. 取得した時間データを活用した工数管理と生産計画の立案
このようにして設定された標準時間は、企業の管理活動において極めて重要なデータとなります。 第一に、「生産計画」の基盤となります。一つの製品を作る標準時間が分かれば、今日一日に何個の製品を生産できるかが計算できます。これにより、顧客との納期調整や、材料の仕入れタイミングを最適化することができます。 第二に、「工数管理(人員配置)」に役立ちます。ある工程の標準時間が他の工程よりも長くかかっている場合、そこが生産ライン全体の流れをせき止める原因になります。標準時間というデータがあれば、遅れている工程に人員を追加する、あるいは作業を分担させるといった具体的な対策を、根拠を持って実行できます。 第三に、「コスト管理」です。作業者の時間当たりの賃金と標準時間を掛け合わせることで、製品一つあたりにかかる労務費の目安を算出できます。時間研究は現場の作業だけでなく、会社の経営管理の基本となる役割を担っているのです。
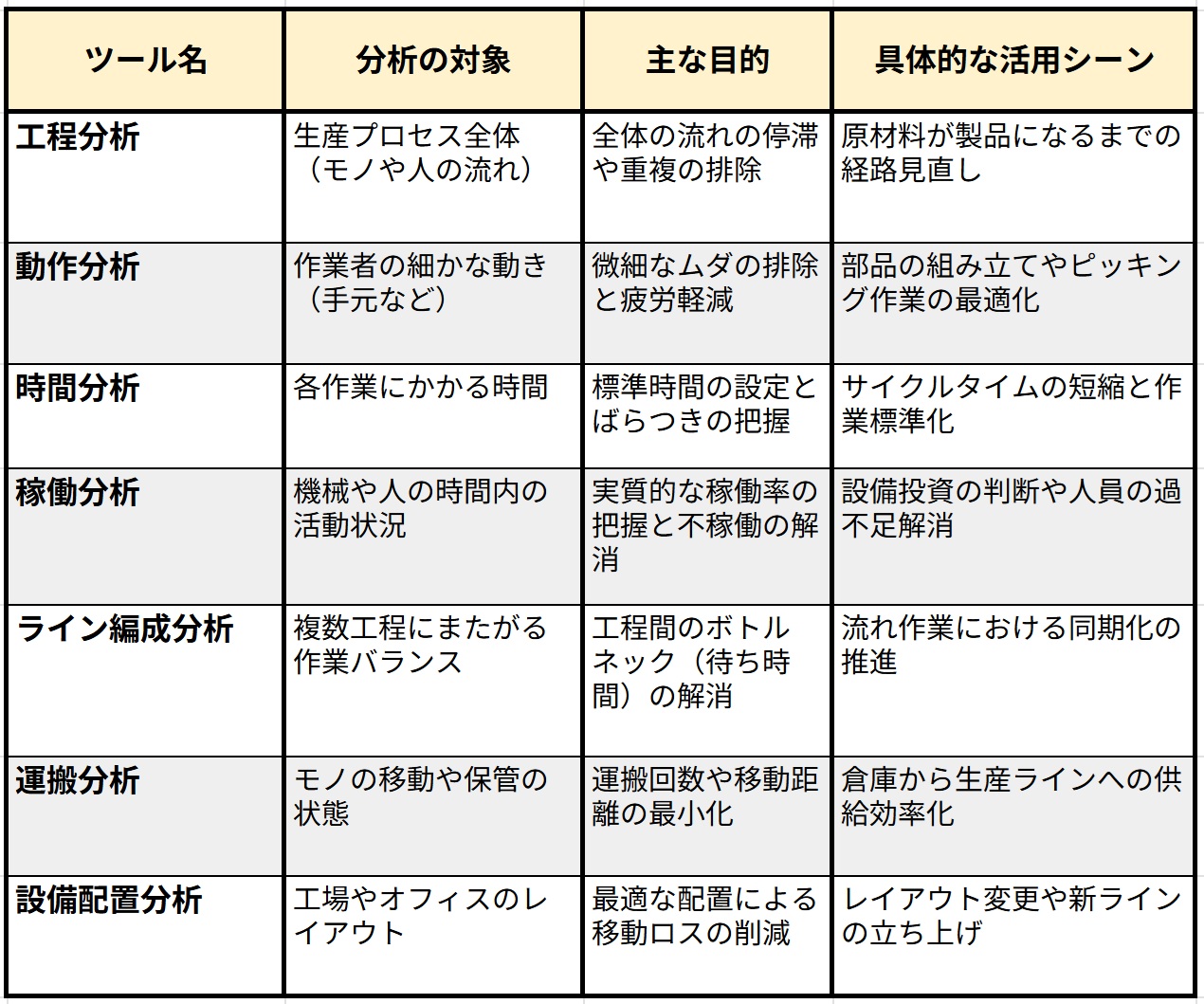
表. IE手法・分析ツール比較整理表
第5章:現場改善の強力な武器「IE7つ道具」
現場でIEを実践する際に用いられる代表的な分析手法を総称して「IE7つ道具」と呼びます。ここでは、それぞれの道具の役割と特徴について解説します。
5-1. 工程分析
製品が作られる過程を、「加工」「運搬」「検査」「停滞(保管)」といった基本記号を使って図表に表す手法です。現場のどこでモノが停滞しているか、運搬が長すぎないかなど、生産工程全体の大きな流れを俯瞰してムダを発見するために用います。改善活動の最初のステップとして全体像を把握するのに適しています。
5-2. 動作分析
工程分析がマクロな視点であるのに対し、動作分析はミクロな視点です。作業者個人の手の動きや身体の動きに着目し、両手がバランスよく使われているか、不自然な姿勢はないか、探し物をしている時間はないかなどを分析します。手元の細かなムダを排除し、作業者の疲労を軽減することを目的とします。
5-3. 時間分析
ストップウォッチなどを使い、作業の各要素にかかる時間を測定する手法です。全体の所要時間だけでなく、作業を細かく区切って測定することで、どの動作に時間がかかっているのか、作業ごとや人ごとのばらつきがどこにあるのかを特定します。標準時間の設定や、作業のペース作りに不可欠な手法です。
5-4. 稼働分析
機械や人が、一日の就業時間の中で「実際に価値を生み出す作業(稼働)」にどれくらいの割合を費やし、「準備・段取り」「待ち時間」などの不稼働にどれくらいの割合を費やしているかを調べる手法です。人や機械の実質的な活動状況を把握し、設備投資の要否や人員配置の妥当性を判断する材料となります。
5-5. ライン編成(バランス)分析
複数の作業者が並んで分担作業を行う生産ラインにおいて、各工程の作業時間のばらつきを調べる手法です。ある工程だけが遅いと、そこがボトルネックとなり、他の工程の作業者に「手待ち(待ち時間)」が生じます。作業を再配分して時間を均等にならし、ライン全体がスムーズに流れるようにバランスを整えるための分析です。
5-6. 運搬(マテリアル・ハンドリング)分析
モノの移動に関するムダを洗い出す手法です。運搬はモノを移動させるだけで価値を付加する作業ではないと考えられます。モノの運搬回数、移動距離、運搬手段(台車か、手持ちか)などを調査し、いかに運搬を最小限に抑え、スムーズにモノを供給するかを検討します。
5-7. 設備配置(レイアウト)分析
工場内の機械設備や、オフィスのデスクなどの配置状況を分析する手法です。工程分析や運搬分析の結果をもとに、モノや人の移動距離が短くなるように設備の配置を見直します。適切なレイアウトは、移動のムダを省くだけでなく、作業の安全性やコミュニケーションの向上にも貢献します。
第6章:トヨタ生産方式とIEの結びつき
6-1. 「ジャスト・イン・タイム」と「自働化」を根底で支えるIEの考え方
日本の製造業の代名詞とも言える「トヨタ生産方式」は、IEの考え方を徹底的に現場に落とし込み、独自の仕組みとして体系化されたものです。トヨタ生産方式の二本柱である「ジャスト・イン・タイム(必要なものを、必要なときに、必要なだけ)」と「自働化(異常があれば機械が止まり、不良品を造らない)」は、いずれもIEの手法がベースにあります。 例えば、ジャスト・イン・タイムを実現するためには、各工程の生産ペースを一致させ、モノの停滞をなくす必要があります。これには、IEのライン編成分析や時間分析が不可欠です。また、自働化を実現するためには、標準化された作業手順を確立し、機械と人の役割分担を明確にするメソッド・エンジニアリングの考え方が根底にあります。
6-2. 日常的な「改善(カイゼン)」活動においてIE手法がどう使われているか
トヨタ生産方式の特徴は、IEの専門家だけでなく、現場で働く一人ひとりの作業者が日常的にIE的な視点を持って「改善(カイゼン)」を行っている点にあります。 現場では、常に「今の作業方法が最善ではない」という前提に立ち、作業者自身が時間を測り、動作のムダを見つけ出し、自ら手順を変更したり道具を工夫したりします。IE7つ道具は、専門家だけが使う難しい理論ではなく、現場の人々が自分たちの仕事を見直し、より働きやすくするための「共通言語」として機能しているのです。全員参加で日々の小さなムダを見つけ出し、排除し続ける文化こそが、現場改善を効果的なものにしています。
第7章:まとめとこれからのIE
7-1. デジタル時代(IoTやデータ活用)におけるIEの新たな役割
現代は、IoT(モノのインターネット)やデジタル技術が急速に普及しています。しかし、これらの最新技術が登場したからといって、IEの役割がなくなるわけではありません。むしろ、技術の進化によってIEはより実用的なものになろうとしています。 かつては人間がストップウォッチを持って測定していた時間データも、現在ではセンサーやカメラの画像解析によって継続的に取得できるようになりました。データを解析し、人の目では気づかなかった微細なムダや設備異常の予兆を発見することが可能になっています。IEの基盤である「客観的な事実(データ)」を収集・分析する手段がデジタル技術によって向上したことで、IEの適用範囲はさらに広がりを見せています。
7-2. 人とシステムの調和を目指す、これからの現場改善策
ここまで見てきたように、IE(インダストリアル・エンジニアリング)は単なる効率化の道具ではなく、「人を中心としたより良いシステムを作るためのアプローチ」です。メソッド・エンジニアリングによって安全で無理のない作業方法を設計し、時間研究によって正確な基準を設け、IE7つ道具を使って現場の課題を可視化する。これらのプロセスを通じて得られるのは、無駄の削減だけでなく、働く人々の疲労軽減や働きやすさの向上です。
今後、単純作業の自動化が進む中で、柔軟な判断や工夫が求められる領域の重要性が増していきます。これからのIEは、機械やデジタルシステムと人間がどのように協調し、お互いの特性を活かしながら働くかという「人とシステムの調和」を設計する役割を担っていくでしょう。現場の現状を正しく直視し、より良くするための地道な改善を続けるIEの精神は、時代が変わっても大切な考え方です。 本記事で解説した基本を足がかりに、ぜひご自身の職場に潜む小さな「ムダ」を見つけ、客観的な視点で改善の第一歩を踏み出してみてください。