「不良品が発生してから慌てて原因を探している」「品質の安定化をベテランの経験や勘に頼りきりになっている」、熟練技能者の退職が進む現代の製造現場において、属人性に頼らない品質管理体制の構築は急務です。本稿では、品質ばらつきの分類、管理図の正しい見方、現場に負担をかけないデータ収集ステップ、そして異常検知後のアクションフローについて解説します。この記事を読むことで、不良を後から見つけるのではなく「未然に防ぐ」プロセスの監視体制を構築し、 IT(Information Technology) の力を活用して正確な品質管理を現場に定着させる手法を習得できます。
<記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します>
- ベテランの退職や「勘」に頼った管理によって生じる、品質のばらつきや基準の形骸化を解消できます。
- 「不良品を後から見つける」のではなく「未然に防ぐ」ための、製造プロセスの監視体制が整います。
- 現場に過度な負担を強いることなく、 IT の力を活用して正確なデータを収集・運用する具体的なステップが分かります。
- 異常を検知した際、現場が迷わず迅速に行動できる明確なアクションフローの構築方法が習得できます。
第1章:属人的な管理の限界~なぜ今、SPC(統計的工程管理)が必要なのか~
日本の製造現場は今、大きな転換期にあります。長年、現場を支えてきた熟練技能者の退職が相次ぎ、その「勘」や「感覚」で維持されてきた品質管理が維持できなくなるリスクに直面しています。例えば、「音や感触で異変に気づく」といった属人的なスキルは、言葉やマニュアルで簡単に引き継げるものではありません。その結果、担当者が変わるたびに品質基準が微妙に揺らぎ、見えないところで不良の芽が育ってしまうのです。
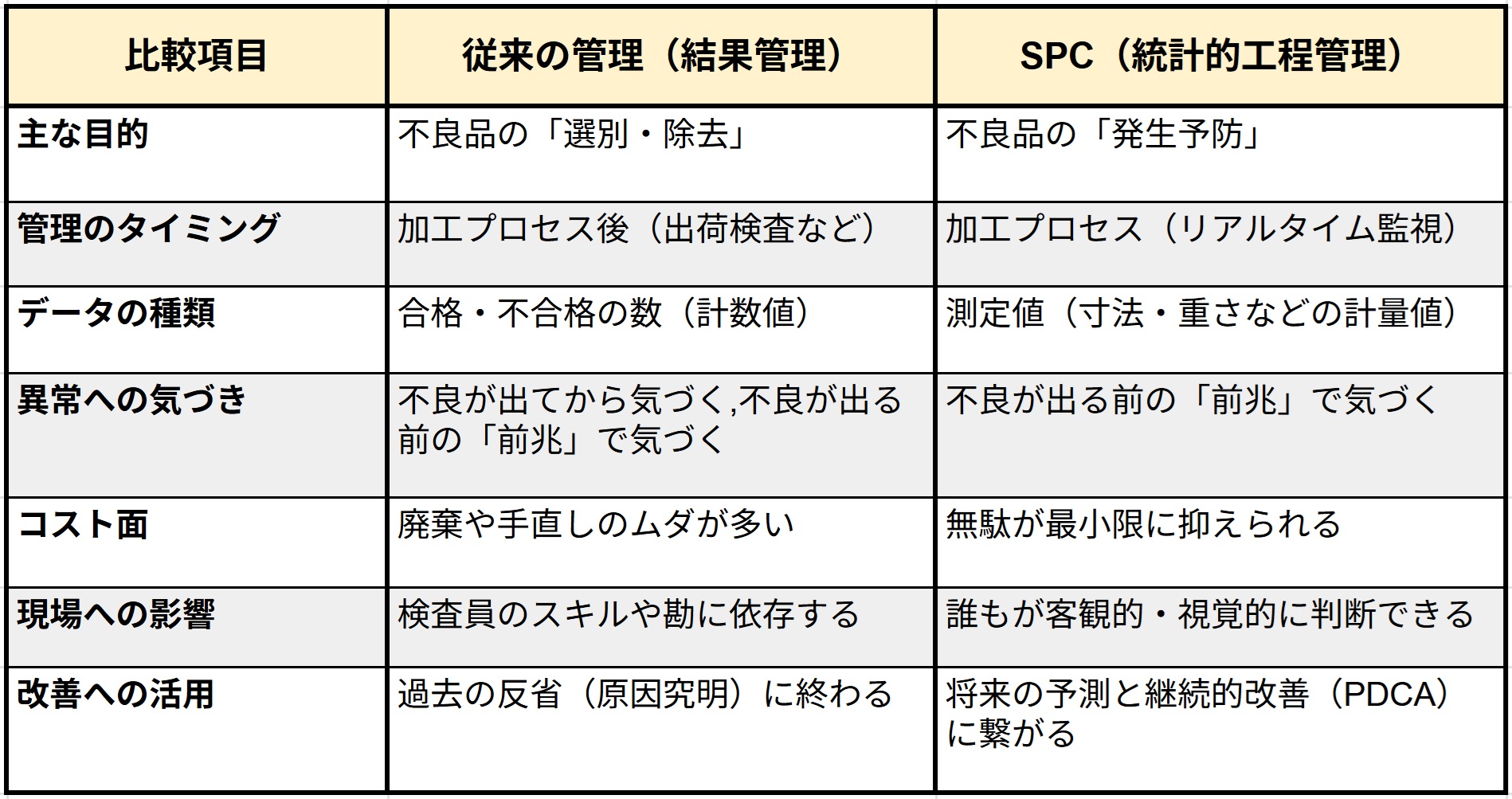
これまでの一般的な品質管理は、完成した製品を検査し、良品と不良品を分ける「結果管理」が中心でした。しかし、この手法では、不良が見つかった時点ですでに材料や加工賃、エネルギーが無駄になっています。また、検査をすり抜けて不良品が顧客に届くリスクもゼロにはできません。
そこで必要となるのが、SPC(統計的工程管理)です。SPCの本来の目的は、不良の「発見」ではなく「予防」にあります。完成品をチェックするのではなく、作っている最中の機械の状態や加工条件をリアルタイムで監視し、プロセスそのものをコントロールします。いわば、病気になってから手術をするのではなく、日々の体温や血圧の変化を記録して大病を未然に防ぐ「予防医学」のような考え方です。この「プロセスを客観的な指標で監視する手法」への転換が、属人的な管理の限界を突破し、安定した品質を維持し続けるための有効なアプローチとなります。
【会員様限定】 この先に、SPCを「現場の標準運用」に落とし込むための要諦があります
ここから先は、手書きによる転記ミスや現場の負担を排除する「データ収集」のステップや、異常兆候を検知した際に現場が迷わずラインを止めるための「アクションフローの構築法」、そして「工程能力指数(Cp/Cpk)」を用いた継続的改善について詳しく解説します。
この記事で得られる具体的ベネフィット
- 始業時や工具交換時など、品質が変動しやすいタイミングを狙う効率的なサンプリング計画の立て方がわかります
- 規格値...
「不良品が発生してから慌てて原因を探している」「品質の安定化をベテランの経験や勘に頼りきりになっている」、熟練技能者の退職が進む現代の製造現場において、属人性に頼らない品質管理体制の構築は急務です。本稿では、品質ばらつきの分類、管理図の正しい見方、現場に負担をかけないデータ収集ステップ、そして異常検知後のアクションフローについて解説します。この記事を読むことで、不良を後から見つけるのではなく「未然に防ぐ」プロセスの監視体制を構築し、 IT(Information Technology) の力を活用して正確な品質管理を現場に定着させる手法を習得できます。
<記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します>
- ベテランの退職や「勘」に頼った管理によって生じる、品質のばらつきや基準の形骸化を解消できます。
- 「不良品を後から見つける」のではなく「未然に防ぐ」ための、製造プロセスの監視体制が整います。
- 現場に過度な負担を強いることなく、 IT の力を活用して正確なデータを収集・運用する具体的なステップが分かります。
- 異常を検知した際、現場が迷わず迅速に行動できる明確なアクションフローの構築方法が習得できます。
第1章:属人的な管理の限界~なぜ今、SPC(統計的工程管理)が必要なのか~
日本の製造現場は今、大きな転換期にあります。長年、現場を支えてきた熟練技能者の退職が相次ぎ、その「勘」や「感覚」で維持されてきた品質管理が維持できなくなるリスクに直面しています。例えば、「音や感触で異変に気づく」といった属人的なスキルは、言葉やマニュアルで簡単に引き継げるものではありません。その結果、担当者が変わるたびに品質基準が微妙に揺らぎ、見えないところで不良の芽が育ってしまうのです。
これまでの一般的な品質管理は、完成した製品を検査し、良品と不良品を分ける「結果管理」が中心でした。しかし、この手法では、不良が見つかった時点ですでに材料や加工賃、エネルギーが無駄になっています。また、検査をすり抜けて不良品が顧客に届くリスクもゼロにはできません。
そこで必要となるのが、SPC(統計的工程管理)です。SPCの本来の目的は、不良の「発見」ではなく「予防」にあります。完成品をチェックするのではなく、作っている最中の機械の状態や加工条件をリアルタイムで監視し、プロセスそのものをコントロールします。いわば、病気になってから手術をするのではなく、日々の体温や血圧の変化を記録して大病を未然に防ぐ「予防医学」のような考え方です。この「プロセスを客観的な指標で監視する手法」への転換が、属人的な管理の限界を突破し、安定した品質を維持し続けるための有効なアプローチとなります。
【会員様限定】 この先に、SPCを「現場の標準運用」に落とし込むための要諦があります
ここから先は、手書きによる転記ミスや現場の負担を排除する「データ収集」のステップや、異常兆候を検知した際に現場が迷わずラインを止めるための「アクションフローの構築法」、そして「工程能力指数(Cp/Cpk)」を用いた継続的改善について詳しく解説します。
この記事で得られる具体的ベネフィット
- 始業時や工具交換時など、品質が変動しやすいタイミングを狙う効率的なサンプリング計画の立て方がわかります
- 規格値内での異常(例:7回連続の上昇など)を捉え、迅速に原因を特定するための社内ルールの作り方が掴めます
- 蓄積された品質データを活用し、サンプリング頻度の最適化やコスト削減に繋げるPDCAの回し方が理解できます
第2章:「ばらつき」の正体を知る~管理図の正しい役割と見方~
SPCを導入する上で最も重要な概念が「ばらつき」の理解です。どんなに優れた最新鋭の設備であっても、出来上がる製品の寸法や重量には必ずわずかな違いが生じます。このばらつきを正しく分類することが、SPCの第一歩です。
ばらつきには、大きく分けて二つの種類があります。一つは 「共通要因」と呼ばれるものです。これは、気温のわずかな変化や機械の微振動など、どれほど注意していても避けられない、自然発生的なばらつきです。これらが支配的な状態を「安定な工程」と呼びます。もう一つは 「特殊原因」です。これは、工具の摩耗、材料のロット違い、作業手順のミスなど、放っておくと大きな不良につながる、見過ごしてはいけない「不安定な工程」 と呼びます。
この二つを客観的に見分けるための道具が、SPCの主役である「管理図」です。管理図は、横軸に時間や順番、縦軸に測定値を取り、その推移を折れ線グラフで表したものです。特徴的なのは、中心線の上下に「管理限界線」という境界線を引く点です。
データがこの境界線の内側でランダムに動いているうちは、プロセスは健康です。しかし、点が境界線の外に飛び出したり、あるいは境界線の内側であっても「連続して上昇し続けている」「中心線の片側にばかり点が集中している」といった偏りが見られたりする場合、そこには必ず何らかの「特殊要因」 が潜んでいます。管理図の役割は、目視では判断が難しいプロセスの微細な変化を視覚的に浮かび上がらせ、重大な不適合が発生する前にアラートを発することにあります。
表. 比較整理表:従来管理とSPCの比較
第3章:データ収集の形骸化を防ぐ~現場に負担をかけない運用ステップ~
「SPCを始めたが、現場が嫌がって続かなかった」という失敗談は少なくありません。その原因の多くは、データを取ること自体が目的化し、現場の負担が増えるばかりでメリットが感じられないことにあります。手書きで数値を記録し、後で表計算ソフトに入力し直すような手間のかかる方法では、入力漏れや後追いの記録が横行し、データの信頼性も損なわれます。
現場に無理をさせないための工夫として、まず検討すべきは「サンプリング計画」の最適化です。全ての製品を測る必要はありません。過去のデータに基づき、品質が変化しやすいタイミング(始業時、工具交換時、材料投入時など)に絞って効率的にサンプリングを行うことで、現場の作業負荷を大幅に軽減できます。
次に重要なのが、 IT の活用です。最近では、測定器とコンピュータを無線やケーブルで直接つなぎ、測った瞬間に自動でデータが飛ばせる仕組みが安価に構築できます。これなら、作業者は「測るだけ」で済み、転記のミスや不正を防ぐこともできます。また、収集したデータがその場で自動的に管理図として描画され、タブレットやパトライトで異常を即座に知らせる仕組みにすれば、現場の作業者は「自分たちのためのツール」としてSPCの価値を実感できるようになります。SPCは現場を監視するための道具ではなく、現場の作業を助け、自信を持って製品を送り出すための「頼れるナビゲーター」であるべきなのです。
第4章:異常検知後の「放置」をなくす~ルール作りと迅速な原因究明~
管理図を導入しても、不良が減らない現場があります。その最大の理由は、異常な兆候が出ているのに「まだ規格値(図面の指示範囲)の中だから大丈夫」と判断して放置してしまうことにあります。
規格値は「製品としての合格範囲」ですが、管理限界値は「プロセスの正常範囲」を示しています。たとえ製品が合格範囲内であっても、いつもと違う動き(異常兆候)が出ていれば、それは将来的に不良品を量産する「前兆」です。この前兆を捉えた瞬間に、迅速に原因を特定し、手を打てるかどうかがSPCの成否を分けます。
そのためには、「異常が出た時のアクションフロー」をあらかじめ明確に定めておく必要があります。誰が異常を判定し、誰に報告し、誰の判断でラインを止めるのか。これを曖昧にすると、忙しい現場では「もう少し様子を見よう」という甘い判断が生まれ、結果として致命的な不良を引き起こします。
具体的なルール作りでは、以下のステップを社内で共有しましょう。 まず、「管理図の点が外に出た」「点が7回連続で上昇した」といった、誰が見ても分かる「異常判定の基準」を文書化します。次に、その条件が満たされた際のアクションです。例えば、「直ちに加工を一時停止し、直前の製品を全数検査する」「設備保全担当を呼び出し、特定の箇所のガタをチェックする」といった初動をセットにしておきます。
重要なのは、異常の原因が分かったら、それを「今回の特殊な出来事」で終わらせず、作業標準書や点検項目にフィードバックすることです。異常が起きるたびにルールが磨かれ、対策が自動化されていく。この「迷わせない仕組み」こそが、現場の品質レベルを一段階上のステージへと押し上げるエンジンになります。
第5章:一過性の活動で終わらせない~SPCを継続的改善(PDCA)に繋げる~
SPCは、一度導入して終わりという「使い捨ての道具」ではありません。日々の運用を通じて得られた品質データは、工場における貴重な資産です。これを活用して継続的な改善、つまりPDCAサイクルを回し続けることで、初めて真の導入効果が得られます。
具体的には、定期的に各プロセスの「工程能力」の目標値を設定し監視しましょう 。これは、現在のプロセスがどの程度の余裕を持って規格を満たせているかを数値化したものです。もし余裕が少なければ、たとえ今は不良が出ていなくても、少しの環境変化で不良が頻発するリスクがあります。逆に、余裕が十分にあり、工程が長期間安定していることがデータで証明できれば、サンプリングの回数を減らしてコストを下げるといった戦略的な判断も可能になります。
また、SPCによって不良の発生原因が明確になれば、それは「品質コスト」の削減に直結します。手直しや廃棄の費用、顧客からのクレーム対応費用といった「失敗のコスト」を減らし、その分を新しい設備投資や技術開発に回すことができます。
最後に忘れてはならないのは、SPCの主役は常に「現場の人」であるということです。データは嘘をつきませんが、そのデータを読み解き、知恵を出し、現場を改善するのは人間です。SPCを通じて「自分たちの工程がどう動いているか」を客観的に理解できるようになると、現場には自然と「もっとこうすれば安定するのではないか」という自律的な改善意識が芽生えます。一過性のブームで終わらせるのではなく、SPCを共通言語として共通のデータ指標をもとに全社員が品質向上に向き合う文化を醸成することが、将来にわたって持続的な競争力を維持するための重要な基盤となるでしょう。
さらに、重要なのは、データの共有化であります 。製造現場で取得したデータは製品設計部門、工程設計部門、生産技術部門そして製造部門 が共有化することにあります。DATA → INFOMATION → INTELLIGENCE は情報の三段階とよばれています。現在では、これらを Platform 化し、DX(Digital Transformation)として「価値を創出」すること が主流になっています 。すなわち、製造データを如何に迅速・正確に各部門が活用していくかが、品質、原価、納期 (QCD)の「ものづくり」競争力の大きな源泉になっています。