突発品質不良を早く解決したい
1,103件中 421~440件目
-

:コストダウンはリードタイム短縮で JIT(その2)
【JIT(ジャストインタイム)連載目次】 1. リードタイムの短縮は、全体を見ることから 2. コストダウンはリードタイム短縮... -

:リードタイムの短縮は、全体を見ることから JIT(その1)
【JIT(ジャストインタイム)連載目次】 1. リードタイムの短縮は、全体を見ることから 2. コストダウンはリードタイム短縮で 3. バッ... -

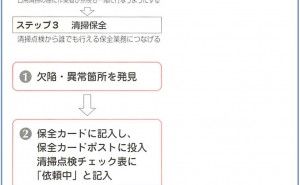
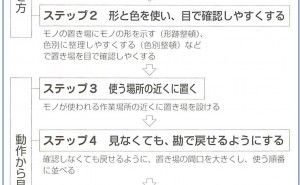
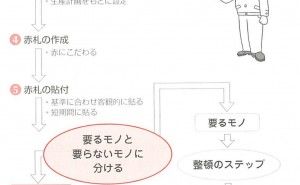
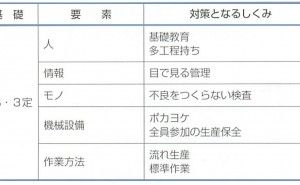
整頓の標準化:ジャスト・イン・タイム生産(その27)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの改革... -
整頓の標準化:ジャスト・イン・タイム生産(その26)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる... -
整頓の標準化:ジャスト・イン・タイム生産(その25)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる... -
整頓の標準化:ジャスト・イン・タイム生産(その24)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始ま... -

可動率?それとも稼働率?違いや低下する要因、効率アップの対策を解説
稼働率が高い、低いを比べた場合、もちろん高い方が良いように思われます。しかし、稼働率を高めることは手段であり、目的ではありません。 ... -
整頓の標準化:ジャスト・イン・タイム生産(その23)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始ま... -

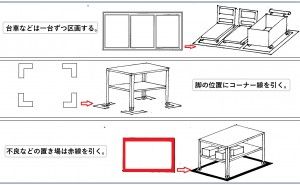
置き場のストライクゾーン:ジャスト・イン・タイム生産(その22)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの改... -

MTAでのキーワード「余因子」について Ⅲ
今回は、いよいよMTA法で使われる余因子の基本「なぜ余因子行列を使うのか?」から説明します。相関行列を使ったマハラノビス距離から、MTA法の話に戻っ... -

MTAと余因子 Ⅱ
今回は、MT法やMTA法で使われるマハラノビス距離の話をおさらいします。余因子の話からは一旦離れますが、次回また扱います。 1.M... -

整頓の標準化:ジャスト・イン・タイム生産(その21)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの改... -
実践編 ジャスト・イン・タイム生産(その20)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始... -

MTAと余因子(Ⅰ)
MT法の一つ、MTA法(マハラノビス・タグチ・アジョイント法)は、逆行列が存在しない場合の逃げテクでもありました。一方、キーワードである「余因子」に... -

実践編 ジャスト・イン・タイム生産(その19)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの... -

実践編 ジャスト・イン・タイム生産(その18)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの... -

基本的な考え方 ジャスト・イン・タイム生産 (その17)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な... -

基本的な考え方 ジャスト・イン・タイム生産(その16)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -
基本的な考え方 ジャスト・イン・タイム生産(その15)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」... -
品質管理 中国工場管理の基本事例(その16)
◆ 品質管理-中国工場の品質がよくないのはなぜか(その6) 中国工場のスタッフについてみています。これまで作業者や管理者を取り上げ...












