1. 運搬レス
みなさんよくご存じの7つのムダによれば「運搬」はムダということになります。たしかに構内でものを移動させる行為は付加価値を生むことはありませんから、この観点で運搬がムダであることはわかります。運搬が発生するのは工程のつくり方に問題があるからです。レイアウトを決めるときに運搬が発生しないように工夫すれば運搬レスの工程もつくることが可能です。しかしこの「運搬レス」を志向したレイアウトを考えるという発想がなければよいレイアウトはできません。この「固定観念」を破ることが必要になってくるのです。
工場レイアウト検討は技術部門が行います。彼らの頭の中にはその工程での技術については明確な目標がありますが、物流に関してはあまり関心がないことが多いようです。製品を決められた時間で要求品質を満たしたうえで生産できるような工程設計を行います。技術部門の担当は工程ごとに分かれているケースが多いので、甲さんはA工程の担当、乙さんはB工程の担当という形になっている可能性があります。甲さんも乙さんも自分の工程内でのSQDCについては目標を達成しようと必死に仕事を行います。しかしA工程とB工程のつなぎについては技術部門では検討外項目となり、結果的に運搬が発生してしまうようなレイアウトができてしまっているのです。
工場に物流担当者がいればこの工程間のつなぎを担当することになると思います。しかしそのようなタスクが与えられていなければ、また工程間設計が三遊間のゴロとなって抜け落ちてしまうのです。「物流は最初が肝心」なのです。一回運搬が発生するレイアウトをつくってしまうと、そのレイアウトである限り運搬が発生し続けます。そこで運搬改善の第一歩はそれを発生させないレイアウトにすることなのです。では物流部門の担当者の頭の中にない「工程間のつなぎ」についてどのようにしていったらよいでしょうか。その方策に「物流工程設計チェックリスト」を準備するということが考えられます。
2. 物流工程設計チェックリスト
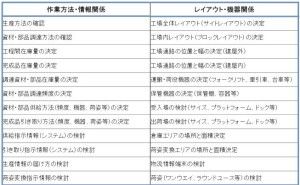
工場での工程設計は一つの大きなプロジェクトでもありますから、そのプロジェクトの中に物流工程設計というタスクを入れて、物流担当者が効率のよいレイアウト設計を担当するのです。もし物流工程設計をまとめて実施できる状況になければ、物流についても技術部門の各工程の担当者に見てもらうようにしましょう。そこで必要となるのが「物流工程設計チェックリスト」なのです。このチェックリストには物流のポイントをいくつか入れておきます。たとえば運搬改善のためにはつぎのような4点満点の評価項目を入れます。
4点 工程間は直結しており運搬は発生しない
3点 工程間は離れてしまうが5m程度なので手押し台車で対応可能
2点 工程間は離れてしまうが30m未満なのでフォークリフトまたは台車で対応可能
1点 工程間が30m以上または別建屋になってしまう
3点 工程間は離れてしまうが5m程度なので手押し台車で対応可能
2点 工程間は離れてしまうが30m未満なのでフォークリフトまたは台車で対応可能
1点 工程間が30m以上または別建屋になってしまう
この場合、工程間運搬にかかるコスト、つまり物流工数や運搬機器の購入などのコストは工程設計時の評価とします。はなはだしく物流コストがかかる工程はその設計を行った技術スタッフの評価となるようにするわけです。では不幸にして運搬が発生する工程ばかりであったらどうしたらよいのでしょうか。この状態を放置しておくわけにはいきませんので、運搬改善に着手する必要があります。まず考えるべきポイントとして「レイアウト変更」が挙げられます。レイアウトの基本は直結です。それが不可能であれば近接化します。近接化の目安は15m程度でしょう。これは人手で台車を押しながら運搬できる限界と思われます。
また場合によっては近接化さえしておけば、簡易自動運搬台車で運搬することも可能になります。レイアウト変更ができずに30mを超えるような運搬が発生する場合の運搬改善には運び方の変更が挙げられます。1単位あたりの運搬時間を減らすために、複数部品の混載同時運搬が考えられます。物流作業者の効率を考えた運び方を検討します。また、ものの置き方の改善を行います。一か所で物流作業者が同時に複数の作業ができるようにものの配置を変更するのです。
3. 「運搬」は付加価値を与えないムダ
一か所で物流作業者が同時に複数の作業ができるようにするためには、ものの入口と出口を同じ場所にすることがポイントです。ものを供給しに行った帰りに完成品を引き取るといった、物流の基本を工程設計に入れることがポイントです。この入口と出口を同じ場所に集めることはラインができた後でもやれないことではありません。もちろん、当初からこの思想を織り込んで設計することが基本ではありますが。
まずは小さな運搬から改善していくことで成功体験を味わうとよいのではないでしょうか。たとえば工程間や機械間を自重で送るといった改善です。このためには斜めのシュートを設置し、ものを重力の法則で流していくやり方です。「重力はタダ」ですから、お金をかけずに運搬することができます。
... まずは小さな運搬から改善していくことで成功体験を味わうとよいのではないでしょうか。たとえば工程間や機械間を自重で送るといった改善です。このためには斜めのシュートを設置し、ものを重力の法則で流していくやり方です。「重力はタダ」ですから、お金をかけずに運搬することができます。