「ポンプの電力コストが下がらない」「想定よりも早く膜の差圧が上昇し、交換頻度が増えている」、RO膜(逆浸透膜)を運用する現場では、こうしたランニングコストとメンテナンス工数の増大が共通の課題となっています。RO膜は極めて純度の高い水を得るために不可欠な技術ですが、その性能を十分に引き出すには、システム設計と運用方法の最適化が欠かせません。本記事では、実務担当者が直面する5つの主要課題を整理し、コスト削減と環境負荷低減を両立させるための実践的な戦略を解説します。
<記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します>
- 高圧ポンプの消費電力を抑え、電気代を削減する具体的な手法がわかります。
- 膜の目詰まり(ファウリング)を抑制し、膜の交換費用と作業負担を軽減できます。
- 濃縮水の排出を抑え、水回収率を安全に向上させるための管理ポイントが理解できます。
- 用途に合わせた水質基準を再定義し、過剰な設備投資(オーバースペック)を防ぐ視点が得られます。
- 設備改善を、企業のCO2排出削減や節水目標の達成に繋げる方法が明確になります。
第1章 はじめに:水処理の心臓部「RO膜」が抱えるジレンマとは
私たちの日常生活から最先端の工業生産に至るまで、水は決して欠かすことのできない重要な資源です。その中で、水の中に溶け込んだ微小な不純物を徹底的に取り除き、極めて純度の高い水を造り出す技術の心臓部と言えるのが「逆浸透膜」です。一般的には英語の頭文字をとってRO膜と呼ばれています。半導体工場、食品や飲料の製造工場、さらには海水を真水に変えるプラントなど、現代の産業インフラにおいてRO膜は非常に重要な役割を担っています。
しかし、この画期的なフィルター技術には、導入・運用面において大きなジレンマが存在しています。それは、高い水質を得るための代償として、多大な「コスト」と「環境への負担」が発生しやすいという事実です。設備をただ導入して稼働させるだけでは、運用費用は膨張し続けるばかりです。
本記事では、RO膜を運用する上で現場の管理者が直面する五つの大きな課題を取り上げます。莫大な電気代、膜の寿命を縮める汚れ、捨てざるを得ない大量の排水、過剰な設備投資、そして環境保全への対応です。これらの課題にどのように立ち向かい、設備全体を最適化していくべきか。その具体的な解決の方向性を、分かりやすく丁寧に解説していきます。
【ここから先は会員限定コンテンツです】
第1章で解説した「RO膜」が抱えるジレンマに続き、第2章では、電力削減に加え、3章からは現場を悩ませる「膜の目詰まり対策」や、コストに直結する「水回収率の最適化」など、より専門的な技術解説を行っています。
第2章 高騰する電気代への対策:高圧ポンプの省エネ化アプローチ
RO膜が抱える一つ目の大きな課題は、稼働に伴う消費電力の増大、すなわち莫大な電気代の負担です。
そもそもRO膜は、水の中に溶け込んでいる不純物を非常に細かい網の目でせき止め、きれいな水だけを無理やり押し出す仕組みです。この「押し出す」作業には、自然界の浸透圧という力に逆らうための非常に強い圧力が必要となります。そのため、RO膜設備には強力な高圧ポンプが備わっており、システムが動いている間中、このポンプが常時全力で稼働し続けることになります。結果として、工場全体の電力消費のなかでも水処理設備が占める割合が極めて高くなり、近年の電気料金高騰の波を受けて、企業の利益を大きく圧迫する要因となっています。
この深刻なエネルギーコスト問題を解決する方向性として、まず検討すべきは「膜そのものの見直し」です。近年では技術の進歩により、従来よりもずっと低い圧力で十分に水を透過させることができる「超低圧仕様」の膜が開発されています。これを採用することで、ポンプの出力を根本的に下げることが可能です。
次に、ポンプの運転方法の改善です。常に一定の最大出力で動かすのではなく...
「ポンプの電力コストが下がらない」「想定よりも早く膜の差圧が上昇し、交換頻度が増えている」、RO膜(逆浸透膜)を運用する現場では、こうしたランニングコストとメンテナンス工数の増大が共通の課題となっています。RO膜は極めて純度の高い水を得るために不可欠な技術ですが、その性能を十分に引き出すには、システム設計と運用方法の最適化が欠かせません。本記事では、実務担当者が直面する5つの主要課題を整理し、コスト削減と環境負荷低減を両立させるための実践的な戦略を解説します。
<記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します>
- 高圧ポンプの消費電力を抑え、電気代を削減する具体的な手法がわかります。
- 膜の目詰まり(ファウリング)を抑制し、膜の交換費用と作業負担を軽減できます。
- 濃縮水の排出を抑え、水回収率を安全に向上させるための管理ポイントが理解できます。
- 用途に合わせた水質基準を再定義し、過剰な設備投資(オーバースペック)を防ぐ視点が得られます。
- 設備改善を、企業のCO2排出削減や節水目標の達成に繋げる方法が明確になります。
第1章 はじめに:水処理の心臓部「RO膜」が抱えるジレンマとは
私たちの日常生活から最先端の工業生産に至るまで、水は決して欠かすことのできない重要な資源です。その中で、水の中に溶け込んだ微小な不純物を徹底的に取り除き、極めて純度の高い水を造り出す技術の心臓部と言えるのが「逆浸透膜」です。一般的には英語の頭文字をとってRO膜と呼ばれています。半導体工場、食品や飲料の製造工場、さらには海水を真水に変えるプラントなど、現代の産業インフラにおいてRO膜は非常に重要な役割を担っています。
しかし、この画期的なフィルター技術には、導入・運用面において大きなジレンマが存在しています。それは、高い水質を得るための代償として、多大な「コスト」と「環境への負担」が発生しやすいという事実です。設備をただ導入して稼働させるだけでは、運用費用は膨張し続けるばかりです。
本記事では、RO膜を運用する上で現場の管理者が直面する五つの大きな課題を取り上げます。莫大な電気代、膜の寿命を縮める汚れ、捨てざるを得ない大量の排水、過剰な設備投資、そして環境保全への対応です。これらの課題にどのように立ち向かい、設備全体を最適化していくべきか。その具体的な解決の方向性を、分かりやすく丁寧に解説していきます。
【ここから先は会員限定コンテンツです】
第1章で解説した「RO膜」が抱えるジレンマに続き、第2章では、電力削減に加え、3章からは現場を悩ませる「膜の目詰まり対策」や、コストに直結する「水回収率の最適化」など、より専門的な技術解説を行っています。
第2章 高騰する電気代への対策:高圧ポンプの省エネ化アプローチ
RO膜が抱える一つ目の大きな課題は、稼働に伴う消費電力の増大、すなわち莫大な電気代の負担です。
そもそもRO膜は、水の中に溶け込んでいる不純物を非常に細かい網の目でせき止め、きれいな水だけを無理やり押し出す仕組みです。この「押し出す」作業には、自然界の浸透圧という力に逆らうための非常に強い圧力が必要となります。そのため、RO膜設備には強力な高圧ポンプが備わっており、システムが動いている間中、このポンプが常時全力で稼働し続けることになります。結果として、工場全体の電力消費のなかでも水処理設備が占める割合が極めて高くなり、近年の電気料金高騰の波を受けて、企業の利益を大きく圧迫する要因となっています。
この深刻なエネルギーコスト問題を解決する方向性として、まず検討すべきは「膜そのものの見直し」です。近年では技術の進歩により、従来よりもずっと低い圧力で十分に水を透過させることができる「超低圧仕様」の膜が開発されています。これを採用することで、ポンプの出力を根本的に下げることが可能です。
次に、ポンプの運転方法の改善です。常に一定の最大出力で動かすのではなく、必要な水の量に応じてモーターの回転数を細かく自動調整する制御システムを導入することで、無駄な電力消費を大幅にカットできます。さらに大規模な設備であれば、捨てられる水が持っている高い圧力を回収し、それを再びポンプの動力として再利用するエネルギー回収装置を組み合わせることも非常に有効です。これらの対策を複合的に行うことで、電気代という固定費を大幅に削減できるのです。
第3章 「ファウリング」の恐怖:造水量低下を防ぎ、膜寿命を延ばす
二つ目の課題は、現場の担当者を最も悩ませる「膜の目詰まり」です。専門用語ではファウリングと呼ばれます。
原水(処理する前の水)には、目に見えない有機物、極小の微粒子、さらには水に溶け込んでいる鉱物成分などが含まれています。これらがRO膜の非常に細かい表面に少しずつ付着し、堆積していく現象が目詰まりです。目詰まりが進行すると、水が通りにくくなるため、今までと同じ量のきれいな水を造るためにポンプの圧力をさらに上げる必要が出てきます。これにより電気代が跳ね上がるだけでなく、最終的には膜そのものが機能しなくなり、高価なRO膜を頻繁に新品と交換しなければならなくなります。この交換費用と作業にかかる人件費は、維持管理コストを急激に押し上げます。
この目詰まりを防ぎ、膜の寿命を最大限に延ばすための解決策は「事前の準備」と「定期的なお手入れ」に尽きます。
事前の準備とは、水がRO膜に到達する前段階の処理工程を強化することです。例えば、RO膜よりも少し目の粗い別のフィルターシステムを前段に設置し、あらかじめ大きな汚れや不純物をしっかりとキャッチしておくことで、RO膜への負担を劇的に減らすことができます。
また、定期的なお手入れも欠かせません。完全に目詰まりして手遅れになる前に、適切な種類の薬品を使って膜の表面を洗い流す「定置洗浄」というメンテナンス計画を立て、それを厳密に実行することが重要です。正しいタイミングで正しい洗浄を行えば、膜は長期間にわたって初期に近い性能を維持してくれます。
第4章 捨てる水を資源へ:濃縮水問題と「水回収率」向上のバランス
三つ目の課題は、きれいな水を造る過程で必然的に発生してしまう「捨てる水」の問題です。
RO膜の仕組み上、取り込んだ水のすべてをきれいな純水にできるわけではありません。不純物を通さないということは、システムの中に汚れが残るということです。その汚れを洗い流すために、水の一部は不純物を大量に含んだ「濃縮水」として常に外へ排出し続けなければなりません。一般的な設定では、取り込んだ水道水や地下水のうち、数十パーセントがこの濃縮水としてそのまま下水などに捨てられています。これは、購入した水資源の無駄遣いであると同時に、大量の水を捨てるための排水処理コストが重くのしかかることを意味します。
このジレンマを解決するためには「水回収率」を引き上げる工夫が必要です。具体的には、一度排出した濃縮水をそのまま捨てるのではなく、配管を工夫してもう一度ポンプの入り口に戻し、再処理を行う循環システムを組み込む方法があります。また、一度目のRO膜を通過して捨てられる水を、二つ目のRO膜設備に通してさらに純水を絞り出す多段方式を採用することも効果的です。
しかし、ここには落とし穴があります。回収率を極限まで上げようとすると、循環する水の中の不純物濃度が限界を超え、シリカやカルシウムなどの鉱物成分が濃縮限界を超え、結晶として膜面に固着する「スケーリング(析出)」という現象が起きます。こうなると洗浄ではどうにもならず、設備が破壊されてしまいます。したがって、回収率の向上は、この析出リスクを綿密に計算し、薬品の添加などを組み合わせながら、安全なバランスを保って行う高度な管理が求められます。
第5章 水質要件の最適化~「過剰品質」を見直し、投資対効果を最大化する~
四つ目の課題は、水処理設備を計画する際に見落とされがちな「オーバースペック(過剰な仕様)」という問題です。
日本の製造業などでは「品質は高ければ高いほど良い」という意識が強いためか、用途に対して明らかに良すぎる水質の設備を導入してしまうケースが多々見受けられます。例えば、精密な電子部品の最終洗浄には、極限まで不純物をなくした超純水が必須です。しかし、一般的な機械部品の粗洗いや、工場の床の清掃、あるいはそこまでシビアな成分管理を求められない工程にまで、高価なRO膜を通した水を使用していることがあります。これは、例えるなら近所のコンビニに行くために大型の高級スポーツカーを買って維持しているようなもので、設備投資と日々の維持費の大きな無駄遣いと言えます。
この課題を解決する方向性は「自社の工程に本当に必要な水質基準は何か」をゼロベースで問い直す、要件定義の徹底です。
それぞれの用途ごとに、どこまでの不純物が許容されるのかを改めて調査します。その結果、実はRO膜ほどの微細なフィルターは必要なく、もう少し目の粗い「ナノろ過膜」と呼ばれるシステムで十分代用できることが判明するかもしれません。あるいは、RO膜の手前に設置している前処理フィルターの段階の水で、特定の洗浄用途には事足りることもあります。オーバースペックを見直し、用途に応じた適切な技術を選択することで、初期投資もその後のランニングコストも、大幅に適正化することが可能になるのです。
第6章 脱炭素・節水時代への対応:RO膜最適化が導くサステナビリティ
最後の課題は、現代の企業経営において避けて通ることのできない「環境負荷低減」への対応です。
近年、気候変動や水資源の枯渇といった地球規模の危機に対して、社会から企業へ向けられる目は非常に厳しくなっています。各企業は、事業活動を通じて排出される二酸化炭素の量を大幅に減らし、同時に限りある水資源を大切に使うという「サステナビリティ(持続可能性)」の目標を掲げています。このような状況下において、古いまま放置されている効率の悪い水処理設備は、企業全体の環境目標達成の大きな足かせ、すなわちボトルネックとなってしまいます。無駄に電力を消費し、無駄に水を捨てるシステムは、もはや許容されない時代なのです。
ここでの解決の方向性は、現場のコスト削減策を、経営層が求める「環境対応策」として位置づけ直すという視点の転換です。
第2章で解説したポンプの省エネ化や新しい膜の導入は、単に電気代を減らすだけでなく、工場が購入する電力に由来する二酸化炭素排出量を直接的に削減することに繋がります。また、第4章で触れた水回収率の向上は、貴重な淡水資源の消費を抑え、地域の水枯渇リスクを回避する立派な環境貢献活動です。つまり、RO膜設備の最適化を行うことは、単なる工場の経費削減プロジェクトではなく、企業の環境に対する姿勢を社会に示すための重要な経営戦略そのものなのです。水処理設備の効率化は、単なるコスト削減に留まりません。使用電力の削減は「Scope 2」のCO2排出量低減に、節水は「水ストレス」への対応として、企業のESG評価を直接的に高めるアクションとなります。最新の技術を駆使して水とエネルギーの効率を高めることが、これからの時代の責務と言えます。
表. RO膜、課題と改善効果の一覧
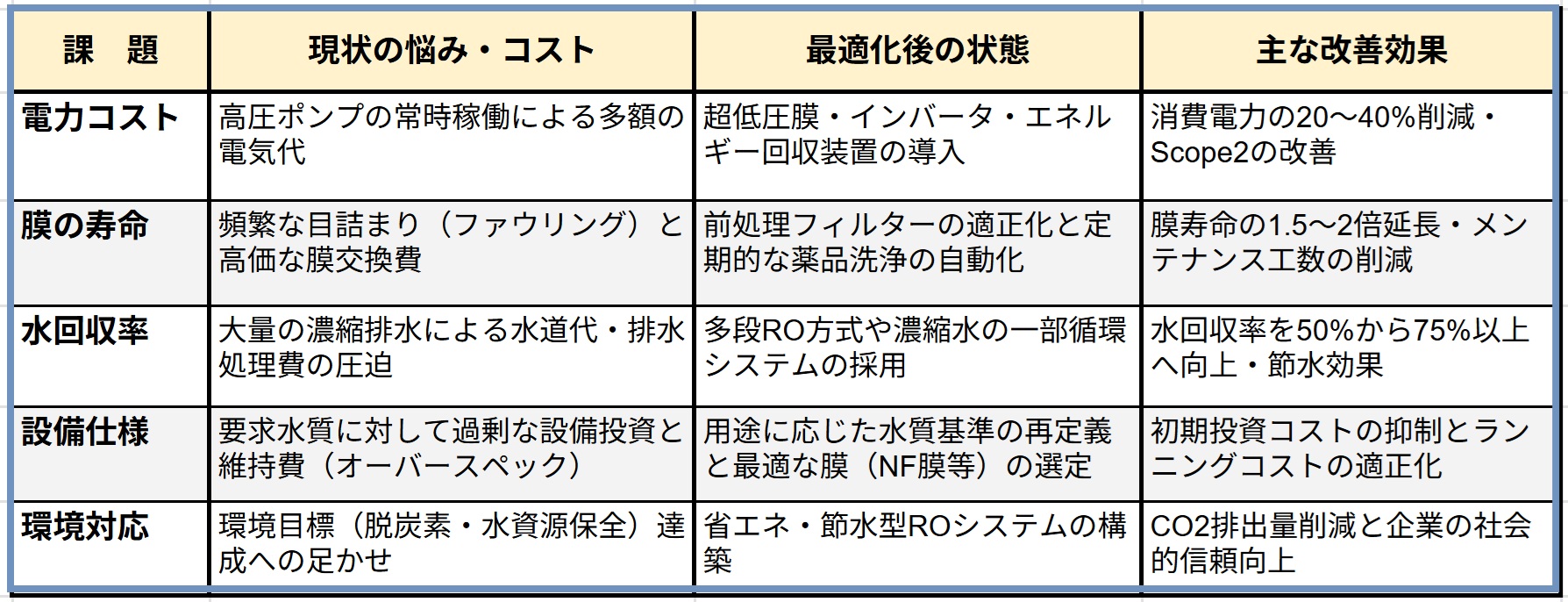
【一覧表の中のNF膜の説明】
NF膜(ナノろ過膜)は、RO膜よりも孔径がわずかに大きく、特定のイオン(二価イオンなど)や分子量の大きい有機物を選択的に除去する膜です。RO膜の前段に設置、あるいは最適なNF膜へ置換することで、低い操作圧力での運用が可能になります。これにより、高い除塩性能を維持しつつ、システムの省エネ化やファウリング(目詰まり)抑制、コスト低減を同時に実現できます。
第7章 おわりに:RO膜の真価を引き出し、次世代の水処理モデルへ
これまで見てきたように、RO膜設備には「電気代」「目詰まり」「濃縮水」「過剰品質」「環境対応」という五つの乗り越えるべき壁が存在します。しかし、これらは決して解決不可能な問題ではありません。膜の選定、運転制御、前処理の工夫、そして水質の再定義といった多角的なアプローチを組み合わせることで、必ず最適解を見つけ出すことができます。
RO膜は、単に水を通してきれいにするだけの単純な箱ではありません。適切な知識を持ち、丁寧なメンテナンスを行い、最新の周辺技術と組み合わせることで、初めてその真価を発揮する高度なシステムです。設備を放置してコストを垂れ流すのか、それとも徹底的に最適化して企業の競争力と環境価値を高める武器とするのかは、日々の運用管理と中長期的な設備計画にかかっています。
水という命の源であり産業の血液でもある資源を、いかに効率的かつクリーンに活用するか。RO膜の潜在能力を最大限に引き出す最適化戦略は、利益体質の強化はもちろんのこと、未来の地球環境を守る次世代の持続可能なビジネスモデルを構築するための、確かな第一歩となるはずです。本記事が、皆様の現場における水処理設備の改善と、より良い意思決定の一助となれば幸いです。