

現在、特に地方の中小企業では目視検査員が集まらないことが大きな課題となっています。画像検査システムを導入し、対応しなければならないケースも増えていますが、省人化効果の期待だけでは各工程を自動化することは難しい場合もあります。そのようなケースはより慎重に投資を検討する必要があります。今回は、段階的・部分的な画像検査の進め方を解説します。リスクを減らして導入を進めていきましょう。
【目次】
1. 段階的な自動化の重要性
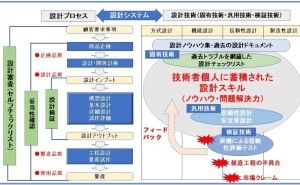
検査の自動化工程設計は、コスト・リスク・効果のバランスが非常に難しい分野です。画像検査はワークが立体的であれば様々な方向から撮像する必要も生じ、欠陥の種類により同じ撮像方向でも照明の当て方を変える必要も出てきます。経験値がない中で全ての欠陥・全ての部位を一気に自動化することは、成功時のリターンが大きいものの、それ以上のリスクが生じます。大手企業ではその技術力や資金力から、一度に全ての検査項目に対応するケースも見受けられますが、多くの中小企業ではそのような導入方法は真似できません。そこで有効な解決策となるのが、段階的・部分的な検査自動化です。
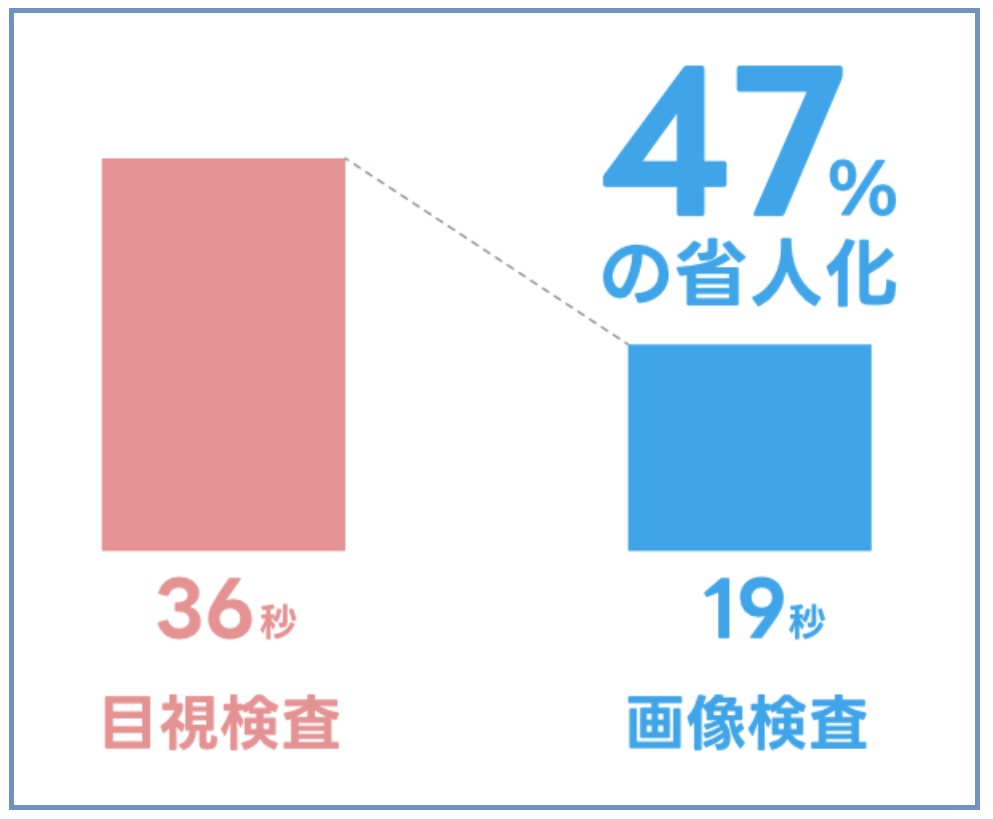
例えば、部分的に検査を自動化を実施することで検査時間が40%も低減されるケースも報告されています。経済産業省がリリースしたAI導入ガイドブックにも実績例が記載されています。ぜひ、段階的・部分的な検査自動化の考え方を理解し、利益を確保できる企業体質を作り上げましょう。
2. 検査自動化を進めるための3つの考え方
段階的・部分的な検査自動化を進めるための考え方は以下の3つです。
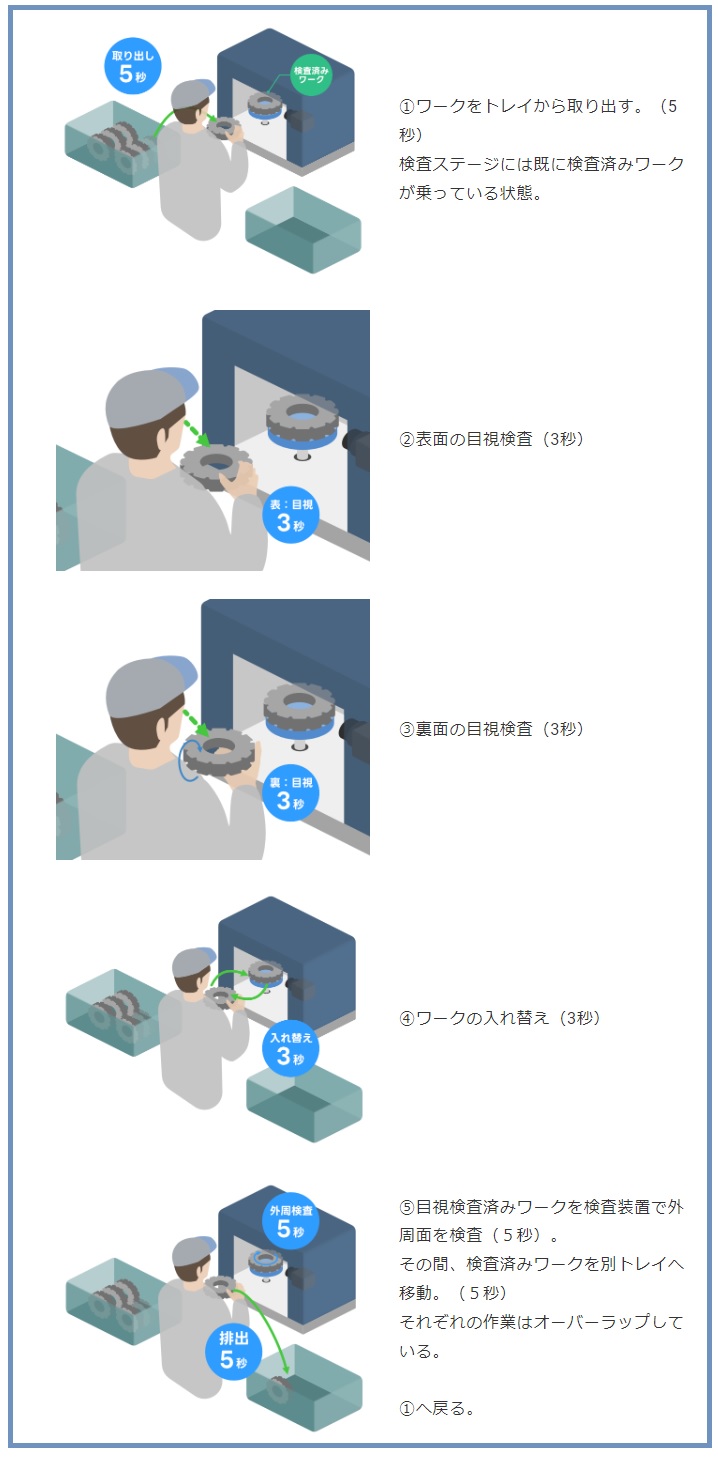
- 部位ごとの目視検査時間
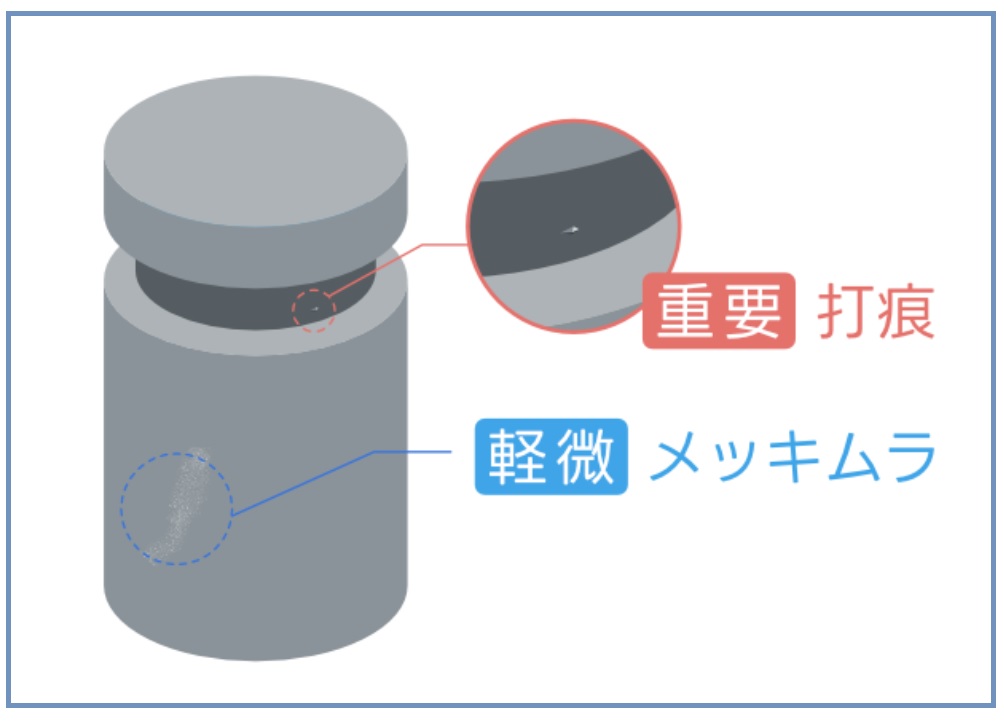
- 欠陥の重要度
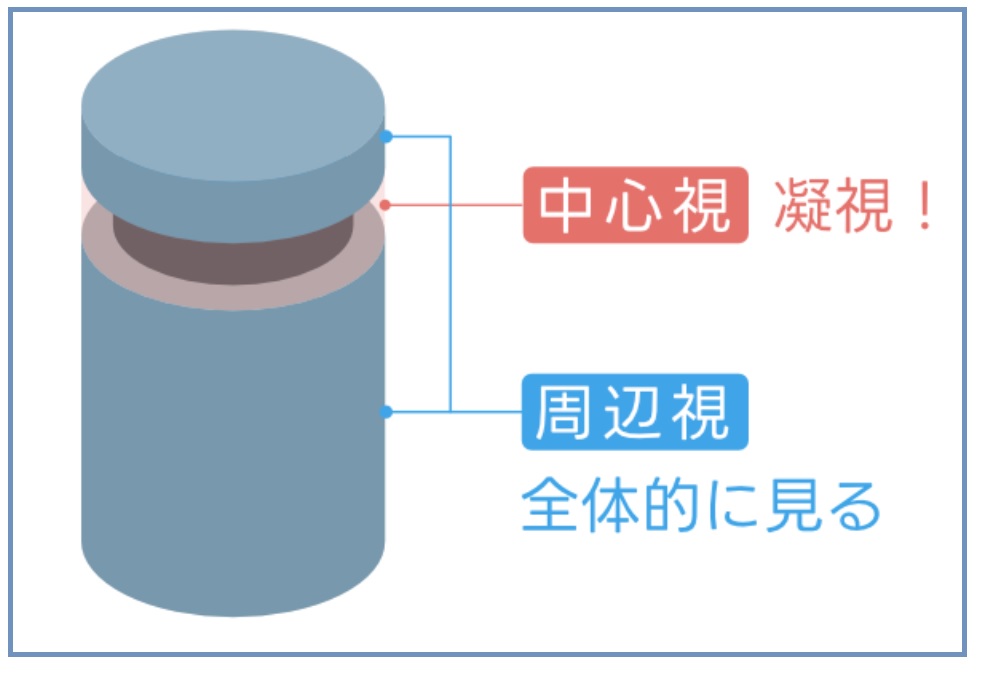
- 中心視と周辺視









![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















