生産原価を低減したい
679件中 181~200件目
-
【ものづくりの現場から】中小製造業の事業継承(堀田カーペット)(その1)
【特集】ものづくりの現場から一覧へ戻る ものづくりを現場視点で理解する「シリーズ『ものづくりの現場から』」では、現場の課題や課題解消に向けた現場の取... -

IEとOTRS
進化を続けるIEと活用をサポートするOTRS 1.IEの定義 IE(industrial engineering:産業工学)は多くの産業現場で生産... -

MTAでのキーワード「余因子」について Ⅲ
今回は、いよいよMTA法で使われる余因子の基本「なぜ余因子行列を使うのか?」から説明します。相関行列を使ったマハラノビス距離から、MTA法の話に戻っ... -

MTAと余因子 Ⅱ
今回は、MT法やMTA法で使われるマハラノビス距離の話をおさらいします。余因子の話からは一旦離れますが、次回また扱います。 1.M... -

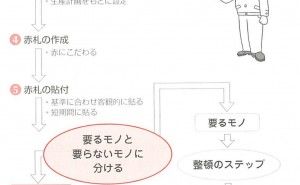
整頓の標準化:ジャスト・イン・タイム生産(その21)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの改... -
実践編 ジャスト・イン・タイム生産(その20)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始... -

MTAと余因子(Ⅰ)
MT法の一つ、MTA法(マハラノビス・タグチ・アジョイント法)は、逆行列が存在しない場合の逃げテクでもありました。一方、キーワードである「余因子」に... -

実践編 ジャスト・イン・タイム生産(その19)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの... -

実践編 ジャスト・イン・タイム生産(その18)
【実践編 目次】 第1章 改革の土台をつくる (1)意識改革で改革の前提をつくる すべての改革は意識改革から始まる/3つの... -
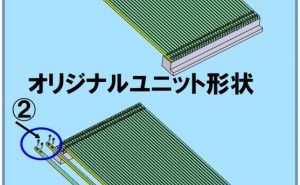
事例で学ぶVA/VE ~ 部品コスト削減のための設計最適化「6+2」の視点(その4)
部品やユニットに対する合理的なコストダウン手法を模索・実施するうえで「材料」、「加工工法」、「加工工程」、「形状」、「軽... -

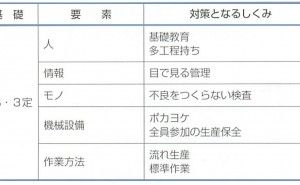
基本的な考え方 ジャスト・イン・タイム生産 (その17)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な... -

動作分析でムダを“見える化”~作業改善でコスト削減と売上アップ
日本の製造業におけるものづくりの生産性や品質などを支えている「カイゼン」は、海外でも「Kaizen」として広く知られ、多くの企業に取り入れ... -

基本的な考え方 ジャスト・イン・タイム生産(その16)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -

IE活用で生産現場を改善する最先端手法をインタビュー
【PR】 作業分析ソフト「OTRS」で現場の課題を見える化 製造業で「生産性を向上させる」ことは、企業の存続という点から非常に重要であり「生産・... -
基本的な考え方 ジャスト・イン・タイム生産(その15)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」... -
事例で学ぶVA/VE ~ 部品コスト削減のための設計最適化「6+2」の視点(その3)
部品やユニットに対する合理的なコストダウン手法を模索・実施するうえで「材料」、「加工工法」、「加工工程」、「形状」、「軽量化」、「部品削... -

基本的な考え方 ジャスト・イン・タイム生産(その14)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -

基本的な考え方 ジャスト・イン・タイム生産(その13)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な... -

基本的な考え方 ジャスト・イン・タイム生産(その12)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「... -

基本的な考え方 ジャスト・イン・タイム生産 (その11)
【目次】 第2章 基本的な考え方を押さえておく (1) 「改革」である 「改善」と「改革」の違いとは 「自己啓発」ではなく「自己革新」を行な...












