1.はじめに
前稿(12/14)で ‟オミクロン株が予断を許さない状況”と書きましたが、遂に第6波が急拡大するに事態になってしまいました。目先の問題に振り回されて、ポストコロナSDGsへの対応が疎かになったり形だけになったりしてはいませんか?ポストコロナSDGsの激変する環境(パラダイムシフト)下で、‟目先の問題にバタバタ・・”とか‟皆がやっているから”とかで終らないように、先ずは継続的に収益を上げられる基盤固めをすることが基本になります。
それには、第一に1稿と3稿の<空>からのアプローチ<タカの目>で ‟経営状況を見える化”してタイミングよくお客さまへの対応をすること、第二は2稿とこの4稿の<地>からのアプローチ<アリの目>で現場の基盤固めをすることがカギになります。
<地>からのアプローチ(その1)M社の事例(生産性向上)要約
それではここで、<アリの目>でシッカリと実態を捉えて基盤を固め直し、持続的発展を可能にしたM社に事例を紹介しましょう。M社は文具製造の老舗で、発展が期待されるV国の新しく開発された工業団地に建設した工場は、生産の流れなど日本の工場と同じように設計し、製品工場は5Sを日本と同じように実践して整然としているのですが、組立や包装の手作業の他に、検査と運搬・ハンドリングに携っているの作業者が多く、予想される賃金の上昇に対応するためには作業者数を減らして生産性を向上させる必要がありました。
ある時、工場長が 5S with Kaizenというセミナーに参加し、先生Dr. Practiceの「5Sが形だけになっていてKaizenになっていないところが多い。先ずは5Sの結果(実態)を知ることから始めるべし」とのアドバイスを受けて、製品工場を改めて観察しました。そして、一見整然とした工場は ‟工程間に発生する大量の仕掛りを倉庫に仮置きするなどで運搬・ハンドリングのムダを発生している”ことに気付き、5Sを効果的に使って、3ヶ月後には運搬・ハンドリングのムダを大幅に減らすことが出来ました。
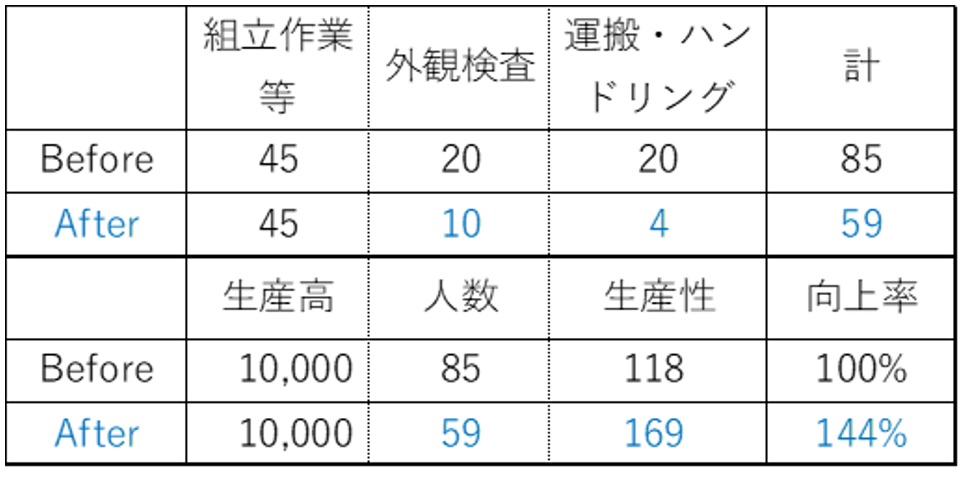
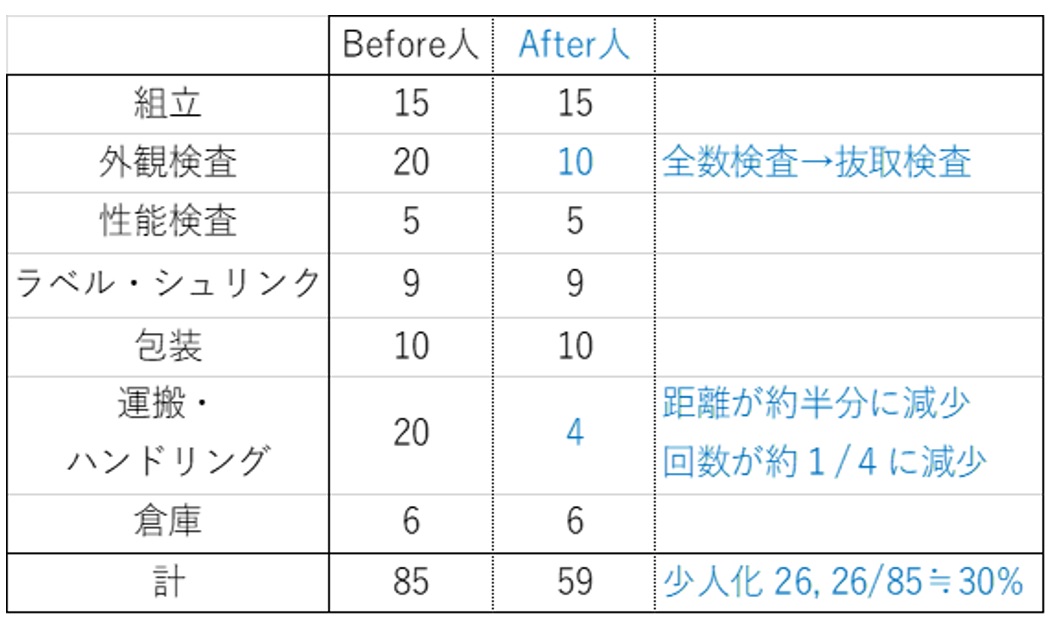
次に2稿T社のようにベストコンディションで品質不良を削減し、更に‟<1ランク上の>5S”で品質を安定させ全数検査を抜取検査化することが出来ました。そして懸案だった生産性を1年後には4割以上向上させることができ、賃金上昇への先手の対応が出来ました、という事例です。
2.仕事の基本としての「5S」
2稿で高原氏著「マンガでやさしくわかる5S」、佃氏著「品質管理がわかる本」の ‟5Sの定義”で仕事の基本としての「5S」について紹介しています。筆者は5Sが世に出る10年前、整理・整頓と言われていた頃から国内外20ヶ国のあらゆる業種での実践を通して、成果の上っている例と上っていない例から多くを学んで「実践的5S」を開発し、5Sの再活性化・ものづくりの基盤強化を成功させてきました。
第1フェーズ ‟課題解決型”5S
ポストコロナSDGsの激変する環境下で ‟5Sを仕事の基本として再活性化し基盤固めをする”にはどうしたらいいか、多くの専門家そして多くの企業が5Sのやり方を工夫し実践していますが下図左のように限界があります。そこで筆者は「実践的5S」を下図右のように逆のアプローチ ‟課題解決型”5Sに再編し、実践塾として提案することにしました。
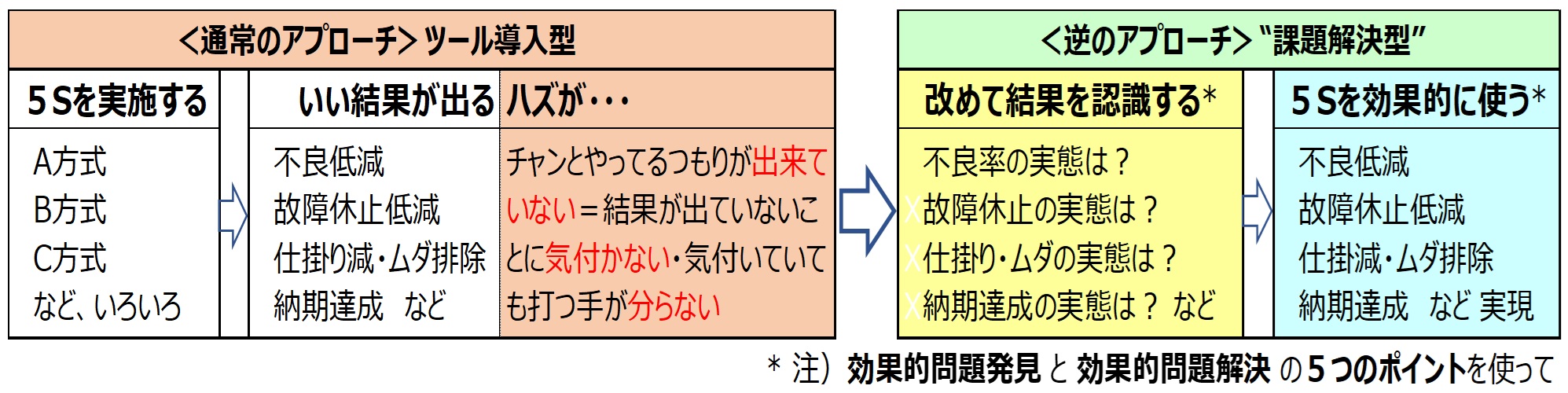
この ‟課題解決型”5Sは、多くの専門家が提案し、多くの企業が実施している(通常の)5Sと競合するものではなく補完関係にあるものです。これまで5Sをやってきたが、どうもマンネリ化してきた、或いは、ポストコロナSDGsの激変する環境下で持続発展するための基盤固めをしたいという企業が、<逆のアプローチ>をとることによって、問題点に気付いて5Sを効果的に使うことで、基盤固めを成功させるものです。
3.M社の事例(生産性向上)
(1)V国工場の概要
主要製品はある筆記具で、プラスティック成型等の加工工場と製品の組立~出荷をする製品工場があり、主な部品(本体・芯・インク・ラベルなど)は日本から調達し、プラスティックのキャップは加工工場で製造しています。製品工場は、全作業者数が約85人で写真のように整然としています。通路の左は検査ライン、右はパレット積の仕掛りです。
5Sで、整理;不要なものは工場内に置かない、整頓;通路と置き場をラインで明示し、パレットなど置き場からはみ出さない(仕掛りが増えてきたらパレットごと倉庫に運んで仮置き)、清掃;設備機械・床を終業時にきれいにする、を実践しています。
QCでは、作業標準を守りQC7つ道具を使って不良低減に取り組んでいます。

(2)生産の流れを追うことで問題が見えてくる
各工程と作業者数は( )内の通りで、工程間の製品移動は写真のように全てダンボール箱に入れてパレットに載せて運搬しています。(内容は分かり易いよう簡略化しています)
1)組立;本体に芯をセットしインクを充填しキャップをはめる、自動(3)手動(12)
2)検査;性能検査(5)および全数外観検査(20)
3) 乾燥;〇日間倉庫で自然乾燥
4)ラベル・5)シュリンク;ラベル貼り1ライン(3)、加熱シュリンク2ライン(6)
6)包装;1本ごとにプラスティック包装、自動(3)手動(7)
7)梱包・出荷;ラック型倉庫(6)
※)工程間の運搬・ハンドリング=パレット載せ降ろし(20)
整理整頓が行き届いた良い工場のように見えますが、製品工場内の流れを組立から出荷まで工程を追って観察してみると、最初に外観検査(20)の人数が多いのが目につき、次に工程間の運搬・ハンドリング(20)です。この2つで全数(85)の半数近くを占めているのが、生産性向上のための大きな課題です。
観察した生産の流れをレイアウト図の上に描いてみました。レイアウト図は外部に出せないので流れを図表にしたものを提示します。
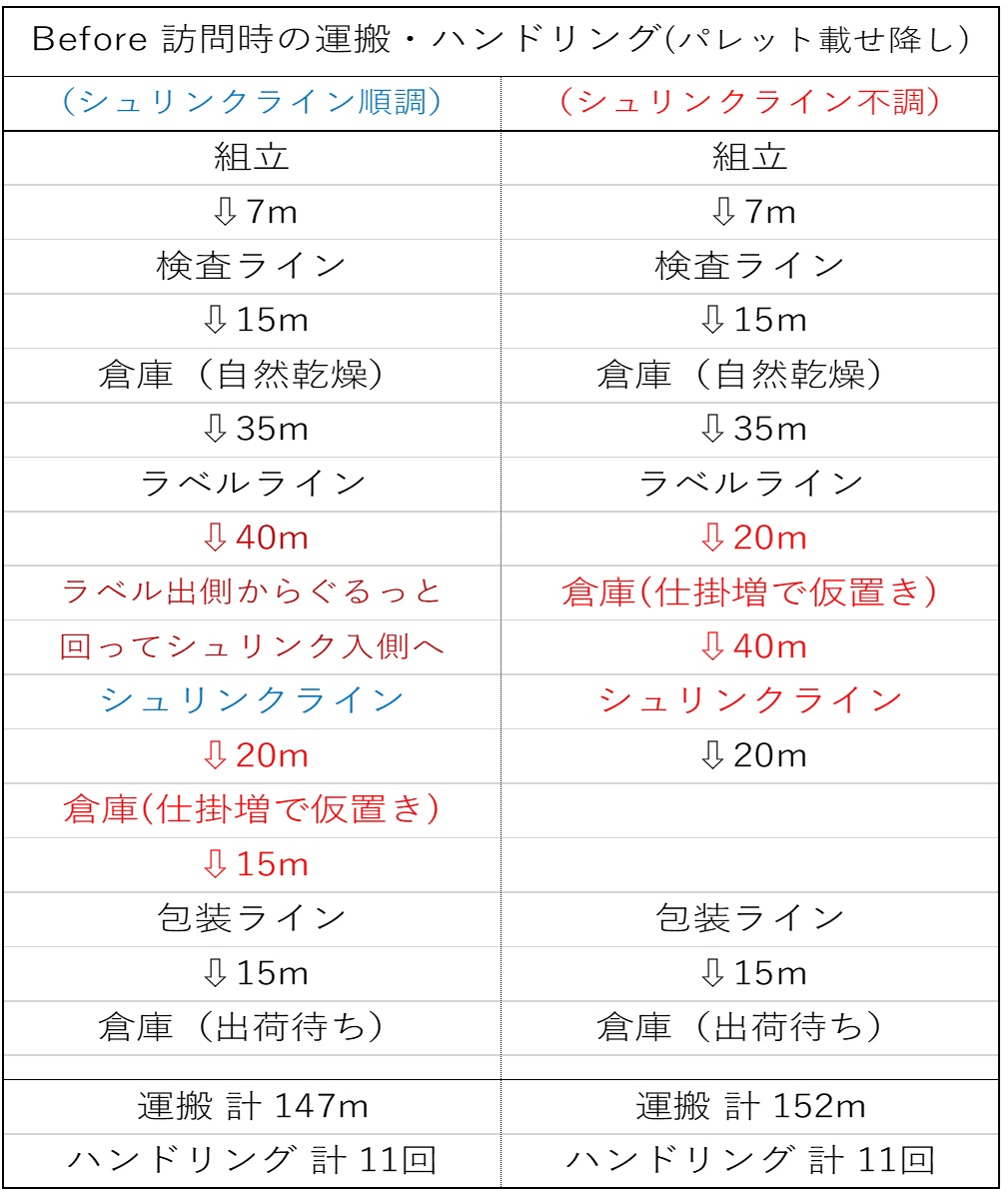
左側はシュリンクラインが順調の時でラベルラインからシュリンクラインへはレイアウトの関係でぐるっと回っています。出側には仕掛りが溜り倉庫に運んで仮置きしています。右側はシュリンクラインが不調の時で入側に仕掛りが溜り倉庫に運んで仮置きしています。運搬距離は147~152m、パレットに載せて降ろすハンドリングは16回になっています。工場長はこれまで、5Sがちゃんと出来ていて成果が上がっていると思っていたのですが、改めて無駄の多いことに気付いたと述懐していました。
(3)取組課題の設定
課題は大きく2つ、外観検査(20)と工程間の運搬・ハンドリング(20)です。工場長は、生産の流れの図表で明らかになった工程間の運搬・ハンドリングに最初に取り組むことにしました。ここでラベルラインの出側をシュリンクラインの入側に隣接させるレイアウト変更に取り組もうか悩んだのですが、シュリンクラインの出側や入側に溜った仕掛りを倉庫に運んで仮置きするというのは異常と考え、シュリンクライン2ラインの内の故障休止の多いラインAをモデルに故障休止低減を取組課題にすることにしました。
課題1:運搬・ハンドリングの少人化
ステップ1;シュリンクライン故障休止低減(ラインA続いてラインB)
ステップ2;ラベルラインのレイアウト変更
ステップ3;製品工場全体のムダのない流れる生産
課題2:外観検査の少人化
ステップ1;検査量の多い自動組立の品質改善による外観検査の少人数化
ステップ2;手動組立の品質改善による外観検査の少人数化
(4)課題の解決;第1ステージ ‟課題解決型”5S
各課題の各ステップに対し5Sを効果的に使って課題の解決をしました。
課題1:運搬・ハンドリングの少人化
ステップ1;「清掃」をシュリンクラインのベスト・コンディションづくりに応用して故障休止低減に取り組みました。ライン責任者・作業者・メンテナンス担当が協力しラインの清掃点検(ラインを止めて隅々まで清掃し不具合を直す)を実践して、半月後には2ラインとも故障休止ナシで、仕掛りを倉庫に運んで仮置きすることがなくなりました。
ステップ2;ラベルライン入側と出側を逆にし、ラベルライン出側とシュリンクライン入側を隣接させてパレット運搬をなくしました。これは、5Sの大きな目的の一つは ‟生産をムダなく流れるようにする”ことと理解し、その目的に合うようラインの整頓(レイアウトの変更)を行ったものです。
ステップ3;製品工場全体のムダのない流れる生産
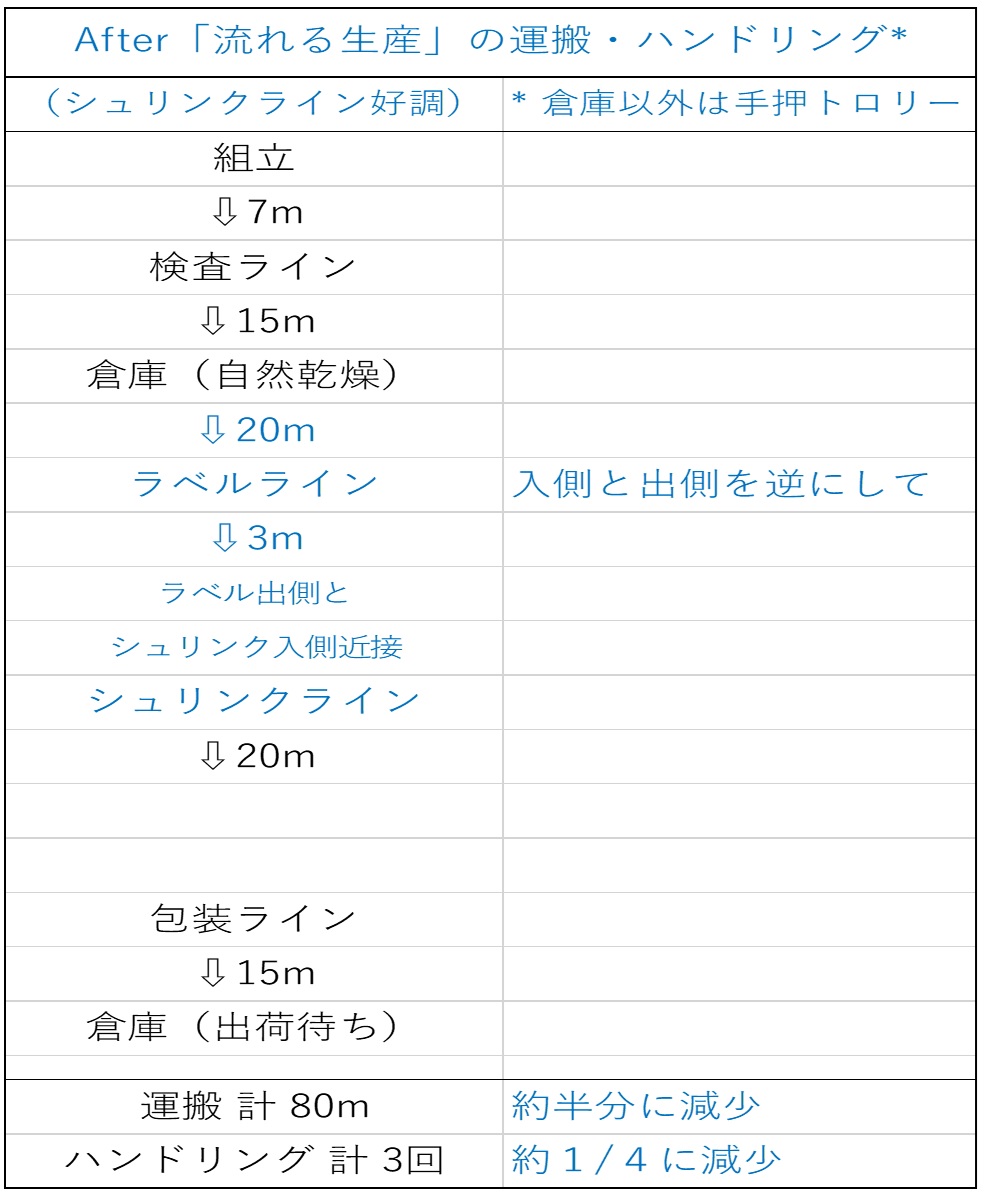
製品工場全体の流れのムダは、工程間をすべてパレットに載せて運んでいることです。これは、日本の工場がある事情によりパレットを使っていますがV国工場では、小さな筆記具の工程間の移動にパレットを使う必要はなく、手押しトロリーで簡単にできます。ここに、シュリンクラインの故障休止低減、ラベルラインのレイアウト変更、これに加えて手押しトロリーを使ってパレット移動のハンドリングをゼロにしたものを図表に提示します。運搬距離は147~152mから80mに、パレットに載せ降ろすハンドリングは11回が3回に、大幅なムダ削減で小人化が出来ました。
課題2:外観検査の少人化
ステップ1;自動組立の品質改善は、組立ラインと検査ラインとを合せて、リーダー・ライン作業者・メンテナンス担当・品質管理担当・検査作業者が協力し、組立ラインの材料・部品、機械・治具、作業者の技能、検査ライン外観検査の基準、検査方法、検査作業者の技能などをベストな状態にして作業をしました。その結果、バラツイテいた品質が安定し、外観検査は全数検査から抜取検査に変更することができました。これは、5Sの大きな目的のひとつは‟ベストコンディションづくり”だということをしっかりと理解し実践した結果でした。
ステップ2;ステップ1の成果を元に手動組立の自動組立化が容易に進められました。
(5)課題の解決;第2ステージ ‟<1ランク上の>5S”
ここでの<1ランク上の>5Sは、1ランク上の「流れる生産」を目指すものと1ランク上の品質改善を目指すものと2つあります。
1)1ランク上の「流れる生産」を目指すもの
運搬・ハンドリングの少人化は製品工場内のム...