「標準的な温度プロファイルを設定しているはずなのに、なぜかはんだ付けの不良率が安定しない」「0402サイズなどの微小部品を採用した途端、実装工程での歩留まりが低下してしまった」… SMT(表面実装技術)の現場において、こうした悩みは尽きません。基板の過密化や多品種少量生産への移行が進む現代、熟練者の経験や勘に頼った微調整だけでは、突発的な実装不良を抑え込むことが難しくなっています。本記事では微小部品の吸着精度を高める物理的アプローチから、はんだ印刷工程の数値管理、リフロー温度プロファイルの最適化、そして検査データの連携による予防保全まで、現場の歩留まりを安定させるための具体的なポイントを解説します。
【記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します】
- 微小部品の実装精度が安定せず、突発的な不良に悩まされている現状の改善
- 経験や感覚に頼っていた「はんだ印刷工程」を数値化し、属人化を解消する方法
- 基板の反りや熱ダメージを抑え、最適なリフロー温度プロファイルを作成する視点
- SPIとAOIの検査データをつなぎ、不良を「出してから直す」から「未然に防ぐ」への転換
- 多品種少量生産において、生産停止時間を最小限に抑える効率的な段取り替えの手法
第1章:超小型化への挑戦:0402/0201サイズを確実にとらえる高精度実装アプローチ
現在の電子機器製造において、部品の極小化は避けて通れない流れです。特に0402サイズや0201サイズのチップ部品が多用される基板では、実装工程に求められる精度は極限まで高まっています。従来は多少のズレであれば、はんだが溶融する際の表面張力によって部品が正しい位置に戻る「自己整列作用」に期待できましたが、部品重量が極めて軽い微小部品においてはその効果も限定的になります。
精度確保においてまず見直すべきは、メタルマスクの開口設計です。開口部の面積と壁面の面積の比率を考慮した設計が不可欠です。開口が小さすぎればはんだの抜け性が悪くなり、未充填が発生します。逆に抜けを優先してマスクを薄くしすぎれば、十分なはんだ量を確保できず接合強度が不足します。このバランスを基板ごとの銅箔厚みや部品の電極サイズに合わせて微調整する標準化が必要です。
【ここから先は会員様限定コンテンツです】
概要を超えて、ここからは実務に直結する「数値管理とデータ連携による現場改善」の核心へと入ります。無料の会員登録をしていただくことで、本記事の後半に用意されている各種整理表の全貌と、実装品質をコントロールするための知識がすべて閲覧可能になります。
無料会員登録で得られる実務知識
- 【限定公開の整理表】印刷不良を根絶するためのチェック基準「はんだ印刷品質を左右する主要因と管理指標表」の全貌
- 【限定公開のテンプレート】自社基板の熱条件を実測ベースで最適化する「リフロー温度プロファイル設定・確認シート」
- 【限定公開のフローチャート】ライン停止時間を最小化するための実務手順「多品種少量生産における効率的段取り替えフロー」
- SPIとAOIのデータをM2Mで連携させ、不良を「未然に防ぐ」ための予防保全アプローチ
個人の感覚に依存しない、データ主導型の安定した製造ラインを今日から構築しましょう。
[ 登録してすべての整理表と解説を見る(無料) ]
次に、設備側の物理的な要因への対策です。マウンター(表面実装機)は高速で動作するため、わずかな振動やヘッドの摩耗が、微少部品にとっては致命的な位置ズレとなります。特に部品を保持する吸着ノズルの状態は、実装精度を大きく左右します。ノズル先端の微細な欠けや、内部の真空経路に付着したはんだ屑、油分などは、吸着時の部品の傾き(チルト)の原因となります。これを防ぐにはノズルの定期的な洗浄だけでな...
「標準的な温度プロファイルを設定しているはずなのに、なぜかはんだ付けの不良率が安定しない」「0402サイズなどの微小部品を採用した途端、実装工程での歩留まりが低下してしまった」… SMT(表面実装技術)の現場において、こうした悩みは尽きません。基板の過密化や多品種少量生産への移行が進む現代、熟練者の経験や勘に頼った微調整だけでは、突発的な実装不良を抑え込むことが難しくなっています。本記事では微小部品の吸着精度を高める物理的アプローチから、はんだ印刷工程の数値管理、リフロー温度プロファイルの最適化、そして検査データの連携による予防保全まで、現場の歩留まりを安定させるための具体的なポイントを解説します。
【記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します】
- 微小部品の実装精度が安定せず、突発的な不良に悩まされている現状の改善
- 経験や感覚に頼っていた「はんだ印刷工程」を数値化し、属人化を解消する方法
- 基板の反りや熱ダメージを抑え、最適なリフロー温度プロファイルを作成する視点
- SPIとAOIの検査データをつなぎ、不良を「出してから直す」から「未然に防ぐ」への転換
- 多品種少量生産において、生産停止時間を最小限に抑える効率的な段取り替えの手法
第1章:超小型化への挑戦:0402/0201サイズを確実にとらえる高精度実装アプローチ
現在の電子機器製造において、部品の極小化は避けて通れない流れです。特に0402サイズや0201サイズのチップ部品が多用される基板では、実装工程に求められる精度は極限まで高まっています。従来は多少のズレであれば、はんだが溶融する際の表面張力によって部品が正しい位置に戻る「自己整列作用」に期待できましたが、部品重量が極めて軽い微小部品においてはその効果も限定的になります。
精度確保においてまず見直すべきは、メタルマスクの開口設計です。開口部の面積と壁面の面積の比率を考慮した設計が不可欠です。開口が小さすぎればはんだの抜け性が悪くなり、未充填が発生します。逆に抜けを優先してマスクを薄くしすぎれば、十分なはんだ量を確保できず接合強度が不足します。このバランスを基板ごとの銅箔厚みや部品の電極サイズに合わせて微調整する標準化が必要です。
【ここから先は会員様限定コンテンツです】
概要を超えて、ここからは実務に直結する「数値管理とデータ連携による現場改善」の核心へと入ります。無料の会員登録をしていただくことで、本記事の後半に用意されている各種整理表の全貌と、実装品質をコントロールするための知識がすべて閲覧可能になります。
無料会員登録で得られる実務知識
- 【限定公開の整理表】印刷不良を根絶するためのチェック基準「はんだ印刷品質を左右する主要因と管理指標表」の全貌
- 【限定公開のテンプレート】自社基板の熱条件を実測ベースで最適化する「リフロー温度プロファイル設定・確認シート」
- 【限定公開のフローチャート】ライン停止時間を最小化するための実務手順「多品種少量生産における効率的段取り替えフロー」
- SPIとAOIのデータをM2Mで連携させ、不良を「未然に防ぐ」ための予防保全アプローチ
個人の感覚に依存しない、データ主導型の安定した製造ラインを今日から構築しましょう。
[ 登録してすべての整理表と解説を見る(無料) ]
次に、設備側の物理的な要因への対策です。マウンター(表面実装機)は高速で動作するため、わずかな振動やヘッドの摩耗が、微少部品にとっては致命的な位置ズレとなります。特に部品を保持する吸着ノズルの状態は、実装精度を大きく左右します。ノズル先端の微細な欠けや、内部の真空経路に付着したはんだ屑、油分などは、吸着時の部品の傾き(チルト)の原因となります。これを防ぐにはノズルの定期的な洗浄だけでなく、画像認識による吸着姿勢の自動検知機能を活用し、許容範囲を超えた場合は即座に自動洗浄や交換を促す運用フローが重要です。
また基板の固定方法も無視できません。実装時の押し込み圧力によって基板がわずかにたわむと、部品が基板と接触する瞬間に弾かれてズレが生じます。基板下部を支えるバックアップピンの配置を最適化し、基板を常に水平かつ強固に保持することが、微少部品実装における安定稼働の鉄則となります。
第2章:脱・属人化への道:はんだ印刷不良を根絶する数値管理と標準化
表面実装工程における不良の約7割は「はんだ印刷工程」に起因すると言われています。しかし現場では「熟練者がスキージの音を聞いて調整する」「ペーストの状態を見て経験で判断する」といった属人化した管理が散見されます。これを排除して誰が担当しても同じ品質を得るためには、徹底した数値管理が不可欠です。
まず管理すべきは、はんだペーストの物性です。はんだペーストは温度と湿度の影響を非常に受けやすく、粘度が変化すると印刷時の「かすれ」や「にじみ」に直結します。冷蔵保管から取り出した後の「結露防止のための攪拌時間」や「室温への戻し時間」を規定するだけでは不十分です。作業環境の温湿度を一定に保つことはもちろん、印刷機上でのペーストの連続使用時間を定め、一定時間が経過したペーストは廃棄するか、新しいペーストを補充して粘度を調整する運用を標準化します。
次に印刷パラメータの数値化です。スキージの印圧は必要最低限の設定が望ましいです。過度な印圧はメタルマスクを摩耗させ、開口部から必要以上にはんだを掻き出してしまう「スクーピング現象」を引き起こします。スキージの速度についても、ペーストがメタルマスク上で理想的な回転運動(ローリング)を行う速度を検証し、その数値を製品ごとにデータベース化して管理します。
またクリーニングの頻度も重要です。メタルマスク裏面に付着した微量のはんだは、次回の印刷時に「にじみ」や「はんだボール」の原因となります。これを「5枚ごとに清掃」と一律に決めるのではなく、SPI(はんだ印刷検査機)の計測データに基づき、はんだの面積や高さのバラツキが一定の閾値を超えた場合に自動でクリーニングを実行する、データ主導型の管理へと移行することが求められます。こうした数値に基づく管理体制を構築することで、個人の感覚に依存しない、安定した印刷工程が実現します。
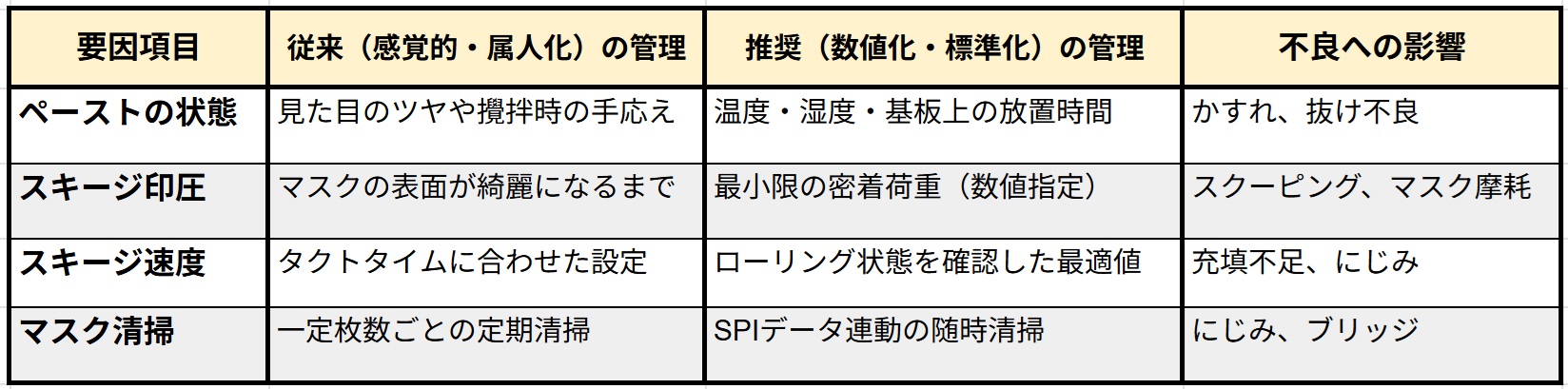
表. はんだ印刷品質を左右する主要因と管理指標
(はんだ印刷工程における不具合を防ぐための比較整理表)
第3章:熱ダメージと不良を防ぐ:鉛フリーはんだの特性に合わせた温度プロファイルの最適化
環境負荷低減のために導入された鉛フリーはんだは、従来の共晶はんだに比べて融点が高く濡れ性が悪いという特性があります。これにより、リフロー工程では「部品への熱ダメージ」と「はんだ付け品質」という相反する課題の両立が求められます。
温度プロファイルの構築において最も重要なのは、予熱(プリヒート)段階の考え方です。予熱の目的は、フラックスを活性化させて基板表面の酸化膜を除去することと、基板全体の温度差を小さくすることにあります。特に、大きな熱容量を持つ大型部品と熱の影響を受けやすい小型部品が混在する場合、予熱時間が短すぎると大型部品の下部で加熱不足が生じ、長すぎるとフラックスが失活して本加熱でのはんだ濡れが悪くなります。
本加熱(リフロー)では、ピーク温度とその保持時間に注意を払います。鉛フリーはんだが完全に溶融する温度に達していることは当然ですが、基板の「反り」を抑制するためには、急激な加熱を避ける温度勾配の設定が必要です。基板が反ると、一部の電極が浮き上がってチップ部品が片立ちする「マンハッタン現象」が発生しやすくなります。これを防ぐには加熱だけでなく冷却工程の制御も重要で、急冷による接合部のクラック発生を抑える勾配設定が必要です。
こうした条件出しを設備のパネル上の設定温度だけで行うのは危険です。必ず実基板に熱電対を貼り付け、複数のポイント(特に熱が入りにくい部品と入りやすい部品)で実際の温度推移を測定します。また接合部内部の空洞である「ボイド」を抑制するためには、はんだが溶融している間にガスが抜けやすいようにピーク付近での温度推移を微調整するなどの検証が求められます。理論的な推奨プロファイルを鵜呑みにせず、自社の基板構成に合わせた実測ベースの最適化が、信頼性の高い実装を実現します。
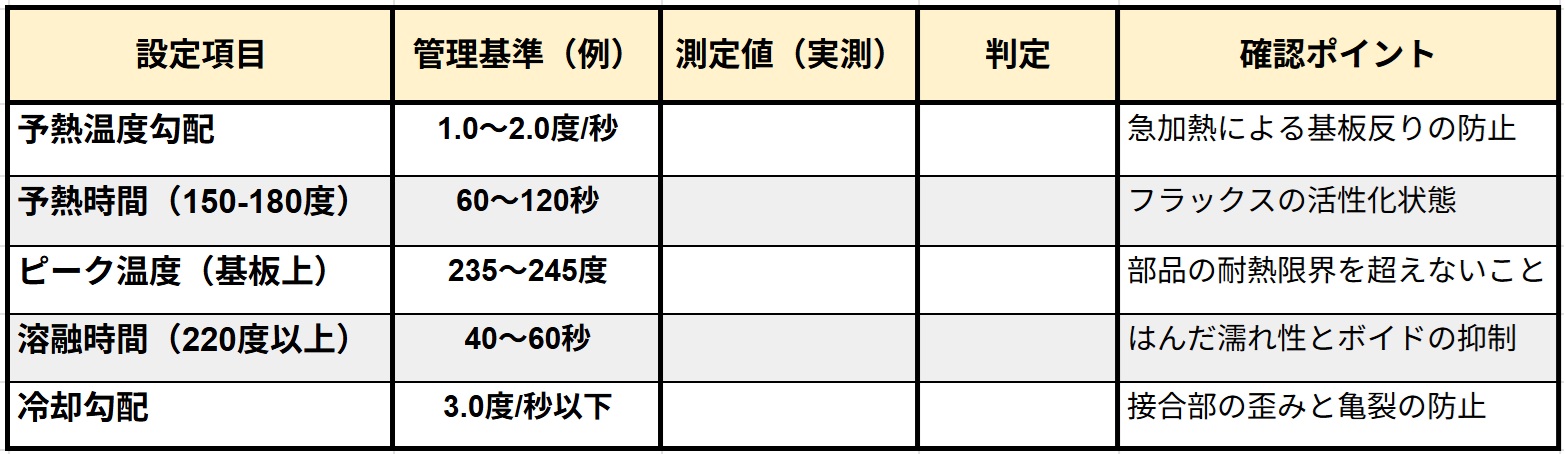
テンプレート:リフロー温度プロファイル設定・確認シート
第4章:SPI(はんだ印刷検査)とAOI(自動外観検査)の連携による歩留まり向上
長実装工程の検査は長らくリフロー後のAOI(自動外観検査)に頼ってきました。しかし、AOIで不良が見つかった時点ではすでにその基板は完成しており、修正には多大なコストとリスクが伴います。品質管理を「後追い」から「未然防止」へと進化させる鍵は、SPI(はんだ印刷検査)とAOIの連携、いわゆるM2M(マシン・ツー・マシン)の実現にあります。
SPIは印刷直後のはんだの状態を3次元で計測します。ここで得られた面積、高さ、体積、位置ズレのデータは、単なる合否判定以上に価値があります。例えばSPIで「はんだ量が徐々に減少している傾向」を検知した場合、それはメタルマスクの開口部にはんだが詰まり始めている予兆です。この情報を印刷機にフィードバックして不良が発生する前に自動清掃を実行させることで、印刷不良を未然に防ぐことができます。
さらにSPIのデータとリフロー後のAOIデータを紐付けて分析することで、真の原因を特定できます。AOIで「はんだ不足」と判定された箇所がSPIの時点では正常であったなら、原因は印刷ではなくその後のマウンターでの吸着ミスやリフロー時の熱条件にあると切り分けることができます。
このようなデータの双方向連携により、製造ライン全体が一つのシステムとして機能します。上位の管理サーバーが各工程のバラツキをリアルタイムで監視し、許容範囲を超えそうになった段階で自動的にパラメータを補正する。あるいは作業者に警告を発してメンテナンスを促す。こうした「予防保全」的なアプローチこそが、目視検査の限界を超えて限りなく不良ゼロに近い歩留まりを実現するための最短距離となります。
第5章:多品種少量生産における段取り替えの効率化
現在の製造現場では消費者のニーズの多様化に伴い、多品種少量生産への対応が急務となっています。品種の切り替えごとに製造ラインを停止させる時間は、生産性に直結する損失(ダウンタイム)です。品質を維持しながらこの時間をいかに短縮するかが、現場の生産性を左右します。
効率化の第一歩は、「内部段取り」と「外部段取り」を明確に分離することです。内部段取りとは設備を停止させなければできない作業であり、外部段取りは設備が動いている間に準備できる作業です。例えば、次の生産で使用する部品をあらかじめフィーダーにセットしてカートに準備しておく作業は代表的な外部段取りです。これを徹底し、ライン停止後の作業を最小限の「入れ替え」のみに限定します。
さらに誤実装を防止するためのシステム活用も不可欠です。微小部品が混在する中で、目視だけで部品の照合を行うのはミスを誘発します。バーコードやICタグを用いた「部品照合システム」を導入し、プログラムと実際の供給部品が一致しなければ設備が稼働しない仕組みを構築します。これにより、段取り替え直後の初物検査でのNG発生を防いでスムーズな立ち上げが可能になります。
またプログラムの事前検証も重要です。オフラインのプログラミングソフトを活用して実装順序やノズルの選定、基板上での干渉チェックを事前に行っておくことで、ライン上での微調整時間を削減します。こうした実務的なフローの積み重ねが、多品種少量生産という難しい条件下でも高い稼働率と確かな品質の両立を可能にします。
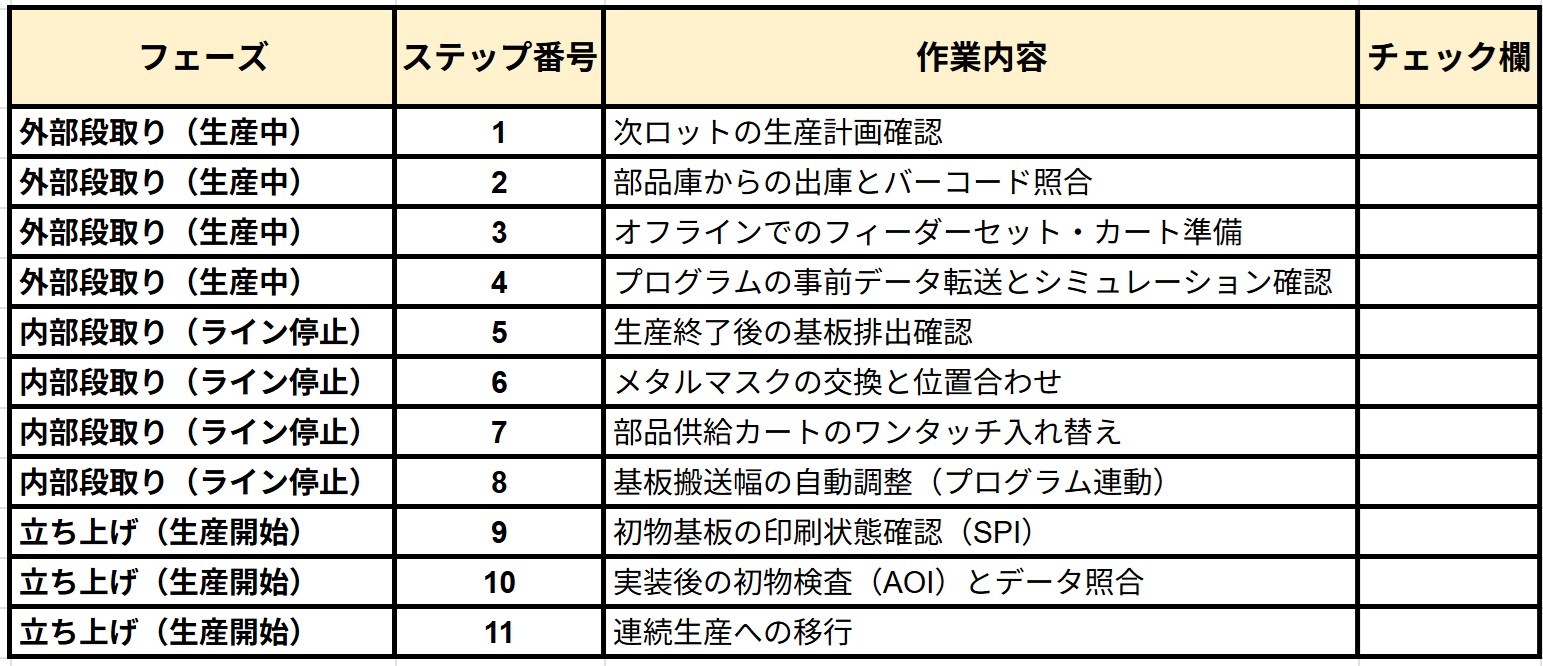
フローチャート:多品種少量生産における効率的段取り替えフロー
(設備停止時間を最小化するための標準実務手順)
おわりに
SMTの現場は、微小化、高精度化、そして多品種対応という非常に難易度の高い要求にさらされています。これらを実現するために必要なのは突出した個人の技術ではなく、各工程で発生する事象を数値として捉え、標準化し、データで連携させるという論理的な積み重ねです。
本稿で解説した5つのコア技術は、それぞれが独立しているものではありません。印刷、実装、検査、そして管理フローが互いに情報を補完し合うことで、初めて強固な製造基盤が構築されます。日々の改善活動において物理的なメンテナンスとデジタルなデータ管理をバランスよく組み合わせることが、持続可能な高品質生産を実現するための確実なアプローチとなります。現場の課題一つひとつに真摯に向き合い、数値に基づいた改善を継続されることを切に願っております。