これまで解説した内容も踏まえて、モノづくりを進める上で重要な考え方を十項目にまとめてみました。
1.モノを作る前に品質を創れ
2.品質工学は統計ではない
3.科学的思考ではモノは出来ない
4.市場品質はすべて設計できまる
5.完全な設計は試験や検査は不要
6.品質評価はn=1でよい
7.品質を改善するときには品質を測るな
8.評価はあるべき姿を定義して、安定性はSN比で行う
9.直交表で設計の再現性をチェックする(パラメータ設計)
10. システムは複雑でなければ、改善はできない
この「モノづくり十の掟」は、品質工学を学習していない方には難解かと思いますので、以下一つ一つ解説します。
1.モノを作る前に、品質を創れ
従来は、モノを設計して、試作品を数台作り、信頼性試験や寿命試験を長時間行い品質評価をするのが普通ですが、時間がかかるばかりで非効率的です。品質工学では、技術開発段階で要素技術や製造技術のロバスト性(機能の安定性)を確立してから、設計段階ではその技術を寄せ集めて、目標値へのチューニング設計を行います。
ロバストネスの研究は、ノイズと制御因子の交互作用とSN比で「非線形効果の研究」を行い、チューニング設計では、感度で「線形効果」を利用して「編集設計」を行います。
2.品質工学は統計ではない(必然誤差)
品質管理では統計的な偶然誤差を利用して、出来たものの品質を「管理」しますが、品質工学では、モノのばらつきは偶然ではなく、使用環境条件や劣化のノイズで必然的にばらつくものと考えて、意識的にノイズでいじめることで品質を評価します。品質工学は、新しいものを創造するために、ノイズでシステムをいじめてモノづくりを行うのです。そこでは、統計的な偶然誤差や正規分布など存在しません。平均値とばらつきだけでよいのです。
デミング博士は晩年、品質管理の考え方(CpkやZD(ppm管理)やシックスシグマなど)は間違っているから永久に止めて、品質工学の田口損失関数を用いることがベターであると言っていました。一般的には問題が起きてから「原因追求」を行いますが、源流や上流の技術開発や商品設計で「ロバスト設計」を行うことが大切です。
3.科学的思考ではモノは出来ない(技術的思考)
科学的思考では、トラブルが起きたとき現象解明で原因を追求して再発を防止しますが、技術的思考では、理想機能の乱れ(ばらつき)を積極的なノイズを使っていじめることで市場品質の評価が出来てトラブルの未然防止が出来るのです。
科学的思考は1+2=3と考えますが、技術的思考では1+2は3にはならないのです。
4.市場品質はすべて設計で決まる(94%は設計責任)
品質管理では、「工程で品質を作りこめ」といいますが、製造では設計段階で市場品質について最適な設計条件が決められた後なので、標準条件で経済的な製造条件を決めることが目的です。工程品質は規格内の合否の判定ですから「コスト問題」なのです。市場クレームは機能限界を超えたときに起こると考えて、安全率を4とすると、クレームの94%が設計責任で残りの6%が製造責任と考えます。
5.完全な設計は試験や検査は不要
従来は試験や検査で設計の良否を判断していましたが、設計に自信がないので試験や検査でデバックするのです。品質工学では機能性評価やパラメータ設計で市場品質の未然防止を行いますから、試験レス検査レスの設計が出来ます。
6.品質評価はn=1でよい(短期間評価)
従来はたくさんの製品をを作ってn数のばらつきを調べますが、お客様は1個の製品しか買いませんし、トラブルが起きるのは1個の製品が故障を起こすからです。不良品の分布は関係がありません。したがって、品質工学では、目標値からのずれをn=1で評価します。直交実験でもn=1でノイズの交互作用を調べて評価します。
病気を診断する場合でも一人一人の症状が問題であって、病人の分布は関係がありません。漢方では個人の症状で判断して薬を調合します。
しかも短時間で評価することが大切で、1週間以上の試験は意味がありません。
7.品質を改善するときには品質を測るな(機能性評価)
英語ではTo get Quality, Don't measure Quality. といって、トラブルがあったときにトラブルの原因を追求するのではなく、機能性を評価して一石全鳥のモノづくりを行えば、品質問題も起こりません。
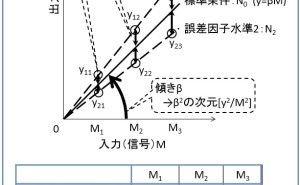
8.評価はあるべき姿を定義して、安定性はSN比で行う
機能性評価では、理想機能を定義して、ノイズの交互作用で理想機能からのばらつきをSN比で評価します。SN比はベンチマークとの比較で相対評価を行うもので、絶対評価ではありません。市場での品質評価は、SN比の逆数である損失関数を用いて、経済的評価を行います。
...