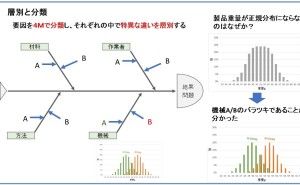
◆問題のアウトライン
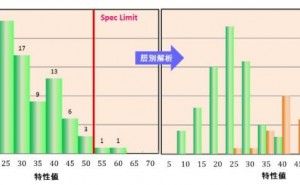
C社は4台の装置を用いて操業を行っていたが欠陥特性のスペックアウトが時折発生していた。 スペックアウト品は全て4号機で生産したものであり層別ヒストグラムを描くと4号機の分布は他の3台と比べると明らかに高めであった。 その為厳しい仕様を持つ顧客には必要数が見込めない為4号機は度々操業から外し生産計画上不自由を強いられていた。
図1.層別ヒストグラム
◆現状把握
不適合品は工場のメンテナンス開けから観られたがメンテ前から高い傾向はあった。4号機は導入時からやや高めの傾向はあったがこの様な大きな分布の乖離はなかった。4号機の微調整を行ったものの効果は観られなかった。出荷に影響は出てないがコスト面で100万程度のロスが発生している。
◆要因解析
設備異常や製造条件の変更は無く製造記録にも特異な点は無かった。 ただし、1-3号機はユーティリティーが同一ラインだが4号機は新設ラインに設置してあると言う違いがあった為稼働状態が分かる装置ステータスの記録データの比較を行った。 その結果図に示す出口冷水温度が4号機は高めの傾向にある事が分かった(赤マーカーは平均値)。
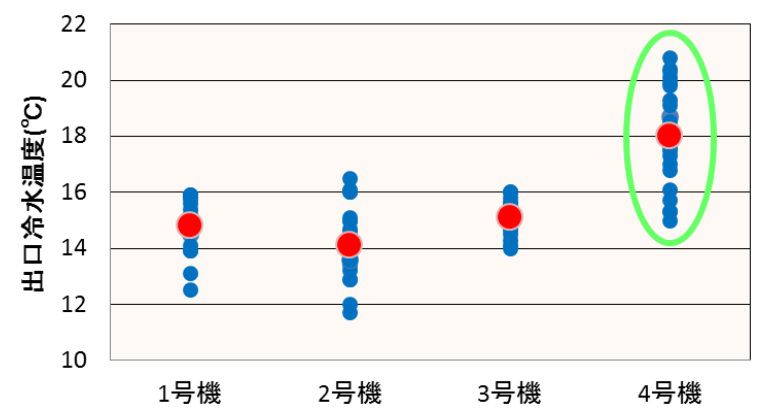
図2.装置毎の出口冷水温度
次に出口冷水温度と特性値の相関を観た所、温度が高いほど特性値が高くなる正の相関が観られた。 それまで冷水による装置冷却は元冷水温度と入口流量のみが管理対象であり、4号機の問題が生じるまで冷却と特性の関係を詳細に調査する事は無かった。
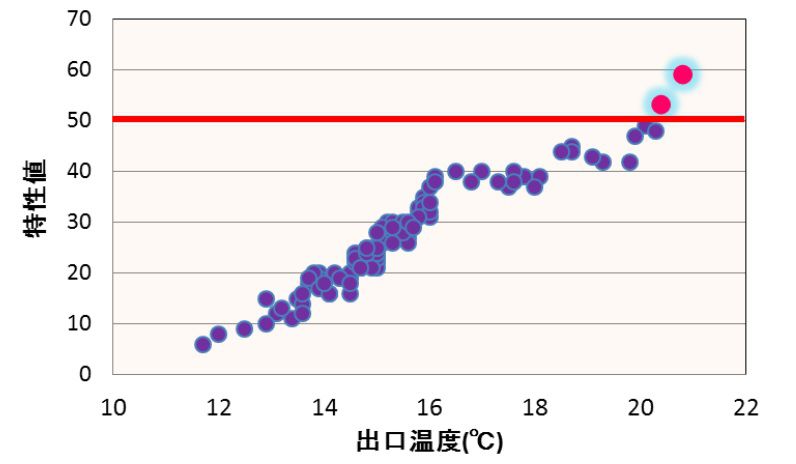
図3.冷水温度と特性の相関図
◆対策立案・実施
対策として四号機の冷水出口温度が他の号機と同等となるようバルブの調整を行ったところ特性値の改善が見られた。
◆効果検証
数ロット流動し改善効果の再現性が観...