従来の「長さ」や「角度」だけの図面では、海外生産や精密な組み立てに対応できないケースが急増しています。世界中で共通言語として機能する「幾何公差(GD&T)」は、現代の製造業における必須知識です。今回は、幾何公差の基礎概念から、設計・製造・検査の現場で役立つ実践的なメリットまで、初心者にも分かりやすく解説します。
【序文】日本の「阿吽の呼吸」は通じない
かつての日本のモノづくり現場では、図面に細かい指示がなくても「ここは軸だから、まっすぐ作っておくよ」「この穴は相手のピンが入るから、位置を厳しく見ておこう」といった、作り手と設計者の間にある「阿吽(あうん)の呼吸」や熟練の技が品質を支えていました。しかし、グローバル化が進み、海外工場での生産や、異なる企業間での部品調達が当たり前になった現在、その暗黙の了解はもはや通用しません。
図面は「手紙」ではなく、厳格な「契約書」である必要があります。そこで世界共通のルールとして求められているのが「幾何公差(GD&T)」です。これは、部品の形状や位置関係を曖昧さなく定義するための国際的な言語です。本記事では、以下の5つの重要ポイントを軸に解説します。
- 寸法公差と幾何公差の決定的な役割の違い
- 幾何公差の4つの分類と基本記号
- 基準となる「データム」の正しい理解
- 図面指示の読み方・書き方のルール
- 導入によるコストダウンと品質向上のメリット
これらを理解することで、手戻りのない、世界で通用する図面作成への道が開かれます。
第1章:寸法公差と幾何公差、決定的な「在り方」の違い
1.「サイズ」が合っていても部品は組み立てられない
図面通りに「寸法(サイズ)」を公差内で加工したはずなのに、なぜか部品が組み立てられない。あるいは、軸が穴に入らない。このようなトラブルの原因の多くは、「寸法の測定方法」と「実際の形状」のギャップにあります。
2. 2点計測の限界と、「バナナのように曲がった軸」のパラドックス
例えば、一本の棒(軸)を想像してください。ノギスやマイクロメーターで「直径」を測る際、多くの場合は向かい合う2点を挟んで測定します。この時、もしこの棒がバナナのように全体的に湾曲していたらどうでしょうか。 局所的な「太さ」は図面の許容範囲内であっても、全体が曲がっているため、真っ直ぐな穴には通りません。これが「寸法公差(サイズ公差)」の限界です。従来の寸法公差は、2点間の距離しか規制しておらず、全体の「形」までは保証していないのです。
3. 幾何公差が定義するのは「形」そのもの
これに対し、幾何公差は「形そのもの」や「姿勢」「位置」を規制します。「どれくらい真っ直ぐでなければならないか(真直度)」や「どれくらい真円でなければならないか(真円度)」を定義することで、先ほどのバナナのような軸を不良品として弾くことができます。
- サイズ公差(寸法公差): 部品の「大きさ」を規制する。※JISの「独立の原則」により、サイズ公差だけでは形状を規制できないことに注意が必要です。
- 幾何公差: 部品の「形状・姿勢・位置」の許容範囲を決める(曲がり、傾き、ズレなど)。
4. 曖昧さを排除する「理論的に正確な寸法(TED)」
幾何公差を使う際によく見かける、四角い枠で囲まれた数字を「理論的に正確な寸法(TED)」と呼びます。これは公差(ばらつきの許容範囲)を持たない、「理想的な目標値」です。 「この絶対的な座標(TED)を中心として、直径〇〇ミリの範囲内に穴を空けてください」というように、幾何公差とセットで使うことで、どこを基準にどれだけズレて良いかが明確になり、解釈のズレをゼロにします。
第2章:全体像を掴む!幾何公差「4つの分類」と代表記号
幾何公差...
従来の「長さ」や「角度」だけの図面では、海外生産や精密な組み立てに対応できないケースが急増しています。世界中で共通言語として機能する「幾何公差(GD&T)」は、現代の製造業における必須知識です。今回は、幾何公差の基礎概念から、設計・製造・検査の現場で役立つ実践的なメリットまで、初心者にも分かりやすく解説します。
【序文】日本の「阿吽の呼吸」は通じない
かつての日本のモノづくり現場では、図面に細かい指示がなくても「ここは軸だから、まっすぐ作っておくよ」「この穴は相手のピンが入るから、位置を厳しく見ておこう」といった、作り手と設計者の間にある「阿吽(あうん)の呼吸」や熟練の技が品質を支えていました。しかし、グローバル化が進み、海外工場での生産や、異なる企業間での部品調達が当たり前になった現在、その暗黙の了解はもはや通用しません。
図面は「手紙」ではなく、厳格な「契約書」である必要があります。そこで世界共通のルールとして求められているのが「幾何公差(GD&T)」です。これは、部品の形状や位置関係を曖昧さなく定義するための国際的な言語です。本記事では、以下の5つの重要ポイントを軸に解説します。
- 寸法公差と幾何公差の決定的な役割の違い
- 幾何公差の4つの分類と基本記号
- 基準となる「データム」の正しい理解
- 図面指示の読み方・書き方のルール
- 導入によるコストダウンと品質向上のメリット
これらを理解することで、手戻りのない、世界で通用する図面作成への道が開かれます。
第1章:寸法公差と幾何公差、決定的な「在り方」の違い
1.「サイズ」が合っていても部品は組み立てられない
図面通りに「寸法(サイズ)」を公差内で加工したはずなのに、なぜか部品が組み立てられない。あるいは、軸が穴に入らない。このようなトラブルの原因の多くは、「寸法の測定方法」と「実際の形状」のギャップにあります。
2. 2点計測の限界と、「バナナのように曲がった軸」のパラドックス
例えば、一本の棒(軸)を想像してください。ノギスやマイクロメーターで「直径」を測る際、多くの場合は向かい合う2点を挟んで測定します。この時、もしこの棒がバナナのように全体的に湾曲していたらどうでしょうか。 局所的な「太さ」は図面の許容範囲内であっても、全体が曲がっているため、真っ直ぐな穴には通りません。これが「寸法公差(サイズ公差)」の限界です。従来の寸法公差は、2点間の距離しか規制しておらず、全体の「形」までは保証していないのです。
3. 幾何公差が定義するのは「形」そのもの
これに対し、幾何公差は「形そのもの」や「姿勢」「位置」を規制します。「どれくらい真っ直ぐでなければならないか(真直度)」や「どれくらい真円でなければならないか(真円度)」を定義することで、先ほどのバナナのような軸を不良品として弾くことができます。
- サイズ公差(寸法公差): 部品の「大きさ」を規制する。※JISの「独立の原則」により、サイズ公差だけでは形状を規制できないことに注意が必要です。
- 幾何公差: 部品の「形状・姿勢・位置」の許容範囲を決める(曲がり、傾き、ズレなど)。
4. 曖昧さを排除する「理論的に正確な寸法(TED)」
幾何公差を使う際によく見かける、四角い枠で囲まれた数字を「理論的に正確な寸法(TED)」と呼びます。これは公差(ばらつきの許容範囲)を持たない、「理想的な目標値」です。 「この絶対的な座標(TED)を中心として、直径〇〇ミリの範囲内に穴を空けてください」というように、幾何公差とセットで使うことで、どこを基準にどれだけズレて良いかが明確になり、解釈のズレをゼロにします。
第2章:全体像を掴む!幾何公差「4つの分類」と代表記号
幾何公差は数多くの種類がありますが、機能ごとに大きく「4つのグループ」に分類できます。これらを整理して覚えることがマスターへの近道です。
1. 形状公差(Form)
「その部品単独の形」を規制するものです。どこか別の場所を基準にする必要がなく、その面や線自体が理想的な形をしているかを問います。
- 真直度(-): 線がどれだけ真っ直ぐか。
- 平面度(▱): 面がどれだけ平らか。凸凹していないか。
- 真円度(〇): 断面がどれだけきれいな円か。
2. 姿勢公差(Orientation)
「基準(データム)に対してどう向いているか」という角度や姿勢を規制します。ここからは、比較対象となる基準が必要です。
- 平行度(∥): 基準となる面や線に対して、どれだけ平行か。
- 直角度(⊥): 基準に対して、どれだけ正確に90度であるか。
- 傾斜度(∠): 基準に対して、指定した角度(例えば45度など)で正確に傾いているか。
3. 位置公差(Location)
「基準に対してどこにあるか」という場所を規制します。設計において最も重要で使用頻度が高いグループです。
- 位置度(⌖): 穴やボスが、理想的な中心位置からどれだけズレて良いか。
- 同軸度(◎): 基準となる軸と、対象の軸の中心がどれだけ一致しているか。
- 輪郭度(⌒): デザインされた曲面などが、理想のラインからどれだけズレて良いか(形状公差としての側面も持ちます)。
4. 振れ公差(Runout)
軸を回転させた時の「ブレ」を規制します。モーターやロールなどの回転部品で必須となります。
- 円周振れ: 回転させながら測定位置を固定した場合のブレ。
- 全振れ: 回転させながら測定器を軸方向に移動させた時の、面全体のブレ。
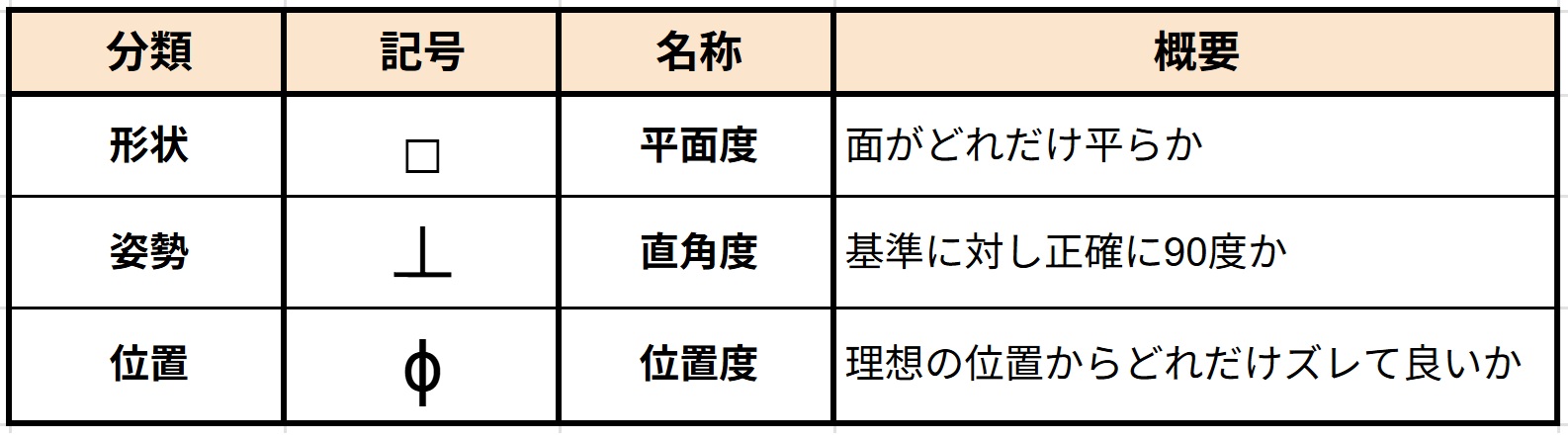
5.【これだけは覚えたい代表的な記号】
まずは「平面度(▱)」「直角度(⊥)」「位置度(⌖)」の3つを押さえましょう。これらが理解できれば、他の記号も応用で理解できます。
第3章:幾何公差の心臓部、「データム(Datum)」の概念
幾何公差を語る上で避けて通れないのが「データム」です。これは英語で「既知の事実・基準」を意味し、図面上では三角の旗のような記号で示されます。
1. データムとは「理想的な基準平面・軸」である
測定や加工を行う際、「どこを基準にするか」で結果は変わります。しかし、現実の部品の表面は、顕微鏡レベルで見れば凸凹しており、決して平らではありません。その凸凹した「実際の加工面(データム形体)」に定盤などを当てがい、そこから導き出される「理論上の完璧な平面や軸」のことを「データム」と呼びます。
2. 自由度の拘束(6 Degrees of Freedom)
部品を空間に固定して正確に加工・測定するためには、部品が勝手に動かないようにする必要があります。物体は空間内で、前後・左右・上下への「移動」と、それぞれの軸周りの「回転」、合計6つの動き(自由度)を持っています。これらを順にロックしていく作業がデータムの役割です。
3. 部品を空間に固定するための「3平面」の考え方
一般的に、以下の順序で部品を固定します。
- 第一データム(底面など): 平らな机に部品を置くイメージ。これにより、物体の持つ6つの自由度のうち、並進(1方向)と回転(2方向)の計3つの自由度が拘束され、姿勢が安定します。これを「3-2-1ルール」とも呼びます。
- 第二データム(側面など): 壁に押し当てるイメージ。さらに2つの自由度が止まり、向きが決まります。
- 第三データム(端面など): ストッパーに当てるイメージ。残りの1つの自由度が止まり、位置が完全に固定されます。
4. 優先順位の重要性
公差記入枠に書かれるアルファベットの順番(例:A、B、C)は、この「固定する優先順位」を示しています。Aを基準にBを置き、Bを基準にCを決める、という設計者の意図が込められているのです。
第4章:現場で迷わない「公差記入枠」の読み方と書き方
図面上で幾何公差を指示する長方形の枠を「公差記入枠」と呼びます。これは情報のパッケージになっており、左から順に読んでいくルールがあります。
1. 情報のパッケージ「公差記入枠」の構造
- 第1区画(公差の種類): ここには「位置度」や「平面度」などの記号が入ります。「何を規制するか」の宣言です。
- 第2区画(公差値): 許容されるズレの幅(数値)が入ります。例えば「0.1」なら、幅0.1ミリの範囲内ならOKという意味です。
- 第3区画以降(データム): 基準となるデータム記号(A、B、Cなど)が優先順位順に入ります。形状公差など、基準が不要な場合は空欄になります。
2. φ(ファイ)記号が持つ大きな意味
公差値の前に「φ」がついているかどうかは非常に重要です。
- φがある場合: 許容される領域は「円筒」の中です。例えば穴の中心位置が、直径0.1ミリの円の中に入っていれば合格です。360度どの方向にズレても構いません。
- φがない場合: 許容される領域は「平行な2つの平面」の間です。面や線のズレを規制する場合に使われます。
3. 実体公差方式(M記号)などの修飾記号について
数値の横に〇で囲まれたMの記号(最大実体公差)がある場合、「穴が一番小さく仕上がった時(条件が厳しい時)」にその公差を守ればよい、というルールになります。 逆に言えば、穴を少し大きめに加工してしまった(余裕がある)場合は、その分だけ位置がズレても組み立てには支障がないため、公差を緩めても良い(ボーナス公差)という解釈が生まれます。これを「最大実体公差方式(MMC)」と呼びます。穴径が最大許容サイズに近い(=壁が薄くない)場合、その分だけ穴位置のズレを許容する仕組みで、検具(ゲージ)による全数検査との相性が抜群です。
第5章:導入のメリットと世界標準(ISO/JIS)
幾何公差の導入は、単に「図面が難しくなる」ことではありません。設計者、製造者、検査員の全員にとって利益がある「三方よし」のツールです。
1. 設計者:意図が正確に伝わる
「ここは少しズレても組めるが、傾きだけは許さない」といった設計者の機能的な意図を、言葉を使わずに図面だけで明確に伝えられます。結果として、問い合わせ対応やトラブル解決の時間を削減できます。
2. 製造者:手戻りが減り、加工の自由度が上がる
従来の寸法公差(四角い公差域)に比べ、幾何公差(円形の公差域)は、合格となる範囲が理論上広くなります(四角形の角より外側の円の面積分)。さらに、前述の「最大実体公差(M)」を活用すれば、加工公差と位置公差を融通しあえるため、実質的に加工が容易になり、歩留まりが向上します。
3. 検査員:測定方法が明確になり、属人性が消える
「どこを基準に、どう測るか」が厳密に定義されるため、ベテラン検査員でも新人でも、あるいは日本の工場でも海外の工場でも、同じ測定結果が出ます。三次元測定機(CMM)などのデジタル計測器との親和性が高く、プログラムによって自動測定を行う際も、データムに基づく計算が容易なため、誰が測っても同じ「客観的な数値」が得られます。
4. 世界標準(GPS)への対応が企業の競争力になる
現在、ISO(国際標準化機構)では、製品の幾何特性仕様(GPS)として幾何公差のルール統一を進めています。JISもこれに準拠しています。幾何公差で描かれた図面は、翻訳不要で世界中のエンジニアと意思疎通ができる「パスポート」であり、企業の技術力と信頼性の証明となります。
【結び】
「幾何公差」は難解な記号の羅列に見えるかもしれませんが、その本質は「モノの形と機能を正しく伝えるための共通言語」です。 いきなり全てを覚える必要はありません。まずは、最も効果が高く、世界中で多用されている「位置度(⌖)」の意味を理解し、データムA、B、Cを使った図面を描く(あるいは読む)ことから始めてみてください。その一本の線が、あなたの製品を世界標準へと導く架け橋となるはずです。
◆連載記事紹介:ものづくりドットコムの人気連載記事をまとめたページはこちら!