前回のその8に続いて解説します。
1. 2つのスキージ印圧設定方式と適正印圧
スキージ印圧の設定方法には、スキージゴムの変形量を制御する「押し込み方式」と、スキージの押し圧を管理する「エアー圧方式」があります。前者は、長さの単位のmm、ミクロンで管理し、後者は、圧力の単位のMpaや重さの単位のkgfで管理します。
必ず片方の方式だけを使用し、絶対に併用しないでください。「押し込み方式」では、エアー圧は、装置最大圧に固定し、押し込み量だけで管理してください。
「エアー圧方式」では、押し込み量を5mm程度に大きい値で固定し、エアー圧だけで管理してください。
スクリーン印刷は、均一な厚みのスクリーンメッシュをスキージと基材との間のスペーサーとして印刷する方式であり、適正なスキージを用い適正な印圧で印刷すれば、必ず±5%以内の印刷膜厚均一性を得ることができます。このことから、「『適正印圧』は、印圧を徐々に高めて、印刷膜厚均一性が±5%以内になる印圧範囲である。」とすることができます。
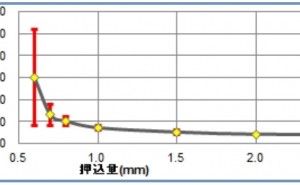
適正印圧は、押し込み方式では、1.0mm~2.5mmです。エアー圧方式では、スキージ長さ1cmあたり、400~800グラムが適正です。
なお、スキージストロークによる印刷画像の変形は、印圧が高いほど大きくなりますので、寸法精度が厳しい場合は、適正印圧範囲内で比較的低い印圧で印刷してください。
適正印圧より低い「低印圧印刷」では、印刷均一性が損なわれることや、高粘度ペーストでの断線のリスクがありますので注意が必要です。
適正印圧より低い「低印圧印刷」では、印刷均一性が損なわれることや、高粘度ペーストでの断線のリスクがありますので注意が必要です。
2. スクリーンメッシュの強度指数と紗張り
エレクトロニクス業界でよく使用しているステンレスメッシュとポリエステルメッシュの強度指数と推奨テンションは、以下の通りです。
開口率が大きいメッシュは、メッシュ数が同じでも線径が小さくなり、強度が低下します。また、インキ、ペーストの吐出性が高くなり、にじみやすくなるため高精細印刷にはお薦めしません。
紗張り方法には、印刷用のメッシュをスクリーン枠に直接張る「直張り」と、支持体メッシュで印刷用メッシュの外周をつないで張る「コンビ張り」があります。コンビ張りの製造方法には、先に支持...
体メッシュを高テンションで張り、印刷用メッシュをつなぐ「先張りコンビ張り」と、予め支持体メッシュと印刷用メッシュをつないだコンビシート作り、直張りの要領で紗張りする「ダイレクトコンビ張り」があります。寸法精度が厳しいスクリーン版には、「ダイレクトコンビ張り」をお薦めしています。