生産スループット、生産量を上げたい
450件中 301~320件目
-

ものづくり原価低減の進め方(その5)
利益が出る「原価低減ものづくり改革」は、トヨタのムダを徹底的に省いて生産性向上を図る「ジャストインタイム生産方式」を基本としています。但し、中小企業では... -

ものづくり原価低減の進め方(その4)
◆中小企業の原価低減ものづくり改革Q&A 利益の出る「原価低減ものづくり改革」は、トヨタ生産方式でおなじみの、ムダを徹底的に省... -

ものづくり原価低減の進め方(その3)
前回のその2に続いて解説します。トヨタ生産方式を導入して、利益を上げたいと思っている中小企業の経営者は多いと思いますが、人材、資金など経営資源に限りある... -

ものづくり原価低減の進め方(その2)
前回のその1に続いて解説します。中小企業では、社長の正しい考え方、リーダーシップののもとで、改善活動を行うかどうかで、成果があがり定着するかどうかが決ま... -
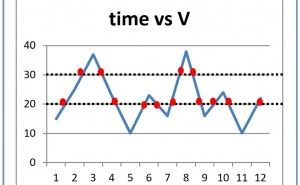
様々な特徴量を用いてのMT法解析
MT法は多変量解析法の一種で、結果の信頼性が高く使いやすい手法です。最近は専用のソフトウェアがいくつか用意されていますので、データが揃えばすぐに使うこと... -

中小企業の生産管理システムとトヨタ生産方式
工場改革の切り札ともいえる「トヨタ生産方式」の導入上の問題点について考えて見ます。 ◆関連解説『トヨタ生産方式とは』 1.現場に偏っ... -

パラメータ設計 (その5)
【パラメータ設計、連載目次】 1.パラメータ設計の目的を正しく理解する 2.コストを掛けずに良いものを作るには 3.パラメータ設計の目的とは ... -
パラメータ設計 (その4)
【パラメータ設計、連載目次】 1.パラメータ設計の目的を正しく理解する 2.コストを掛けずに良いものを作るには 3.パラメータ設計の目的とは ... -
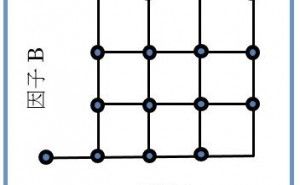
信頼できる結果を得るために統計的手法の活用を
昔の事になりますが、配属された職場の先輩の下である実験を手伝いました。先輩は図1のような計画をたてました。2つの量的因子A、Bの効果を確認する実験でした。... -
マハラノビス距離が必要な理由
タグチメソッドのMT法で一気に有名になったマハラノビス距離ですが、判別分析という昔ながらの統計的手法にも使われています。又、難しい式だと思われそうですが... -
品質工学の望大特性SN比と望小特性SN比活用時の注意点
【目次】 望目特性と同じ静的SN比の仲間に望大特性と望小特性があります。これらの静的特性は機能研究の場にふさわ... -

品質工学の望目特性SN比の公式活用時注意点
品質工学ではSN比を評価指標とするのが最大の特徴です。このSN比というのは、本来通信工学あたりで使われていたものですが、ノイズに対する信号成分の比という... -
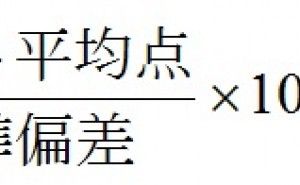
品質工学のSN比をベクトルから考える
代表的なばらつきといえば、Range(範囲)、標準偏差をいいますが、これらは相対的なばらつきではありません。そこで、たとえば標準偏差が1mmと2mmでど... -

生産管理システム構築のポイント
『〇〇生産管理パッケージは最適な生産管理の実現を約束します』生産管理パッケージベンダの宣伝文句には、そのベンダの生産管理パッケージを導入しさえすれば、在... -
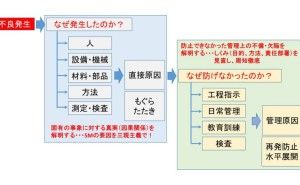
トヨタ生産方式、大野耐一氏の「なぜなぜ五回」の真意とは
工場の品質問題が発生した時、原因を究明するために、なぜなぜ分析が良く使われます。『なぜなぜを五回繰り返す』と言われていますが、「いや、本当の原因に到達す... -

エクセルでの多変量解析はソルバーが必須
エクセルにソルバーという機能があるのをご存知でしょうか、知っている方は使う機会はありますか、ソルバーとは、解決するという意味のSolveから命名されてい... -

DPMOとは何か
DPMOとはDefects Per Million Opportunityのイニシャルを取ったものです。DPMOを百万個当りの欠陥数(製品百万個当りの不... -

統計教育が必須な検査担当者
測定や検査結果の値で合格判定を行い、製品性能の品質保証をする事は製造業に取っては当たり前と言える日常的作業です。一方で検査や測定の正確さや信頼性を担保す... -

TOC思考プロセスとは
TOC思考プロセスは、論理に基づく、問題解決のフレームワークです。ここで言う論理とは因果関係のことで、因果関係の図式化に基づく分析手法が、問題解決のステ... -

転ばぬ先の杖~RFCの備え
RFCとはResponse Flow Chart(若しくはchecksheet)の略語です。あまりポピュラーな用語ではありませんが、外資系の製造業では良...












