<記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します>
- 設計図面通りに加工しているはずなのに、完成した部品の寸法が合わない原因と対策がわかります。
- 3D CAD上では完璧に見える形状が、なぜ製造現場で「加工できない」と断られるのか、その物理的な限界が理解できます。
- 削り出し、磨き、溶かすといった主要な加工法の違いが整理され、製品の目的やコストに応じた最適な加工選択ができるようになります。
- 現場で頻発する「寸法変化」「歪み」「バリ」といった慢性的なトラブルを、事前の設計工夫や環境管理によって回避する道筋が見えてきます。
機械加工は、ものづくりの現場を支える最も基本的で重要な技術のひとつです。しかし近年は、自動化やデジタル化が進んだことで、加工そのものの原理や特徴を理解する機会が少なくなっているように感じます。本記事は、切削加工・研削加工・穴あけ加工などの基本的な加工方法から、機械加工の歴史的背景、さらに品質・コスト・人材不足といった現場課題までを分かりやすく整理しています。機械加工を初めて学ぶ方はもちろん、改めて基礎を振り返りたい技術者にとっても有益な内容になっています。私自身、長年にわたり機械設計や生産設備の開発に携わってきましたが、優れた設計であっても加工性への配慮が不足すると、品質やコスト、納期に大きな影響を及ぼす場面を数多く見てきました。設計と加工は切り離して考えることができず、両者を理解することが製品競争力の向上につながります。本記事が、機械加工への理解を深めるとともに、設計・製造・生産技術の各部門が連携してものづくりを進めるための一助となれば幸いです。
第1章:今さら聞けない「機械加工」の定義と4つの基本分類
ものづくりの現場や技術打ち合わせで頻繁に使われる「機械加工」という言葉ですが、その本質を一言で表すと「不要な部分を取り除くこと」にあります。専門的にはこれを「除去加工」と呼びます。
金属などの材料を製品の形にするアプローチには、大きく分けていくつかの種類があります。たとえば、ドロドロに溶けた金属を型に流し込んで固める「鋳造」や、加熱した金属を大きなハンマーで叩いて圧力を加えながら形を整える「鍛造」は、材料を変形させて形を作る「成形加工」に分類されます。また、複数の部品を熱で溶かしてつなぎ合わせる「溶接」は「結合加工」と呼ばれます。これらに対して機械加工は、あらかじめ一回り大きく用意された金属の塊(ワーク)に対して、機械の力を用いて不要な部分を削り取り、目的とする寸法や形状へと追い込んでいく手法です。削り取られた不要な部分は「切粉(きりこ)」や「加工屑」となって排出されます。
実務において機械加工をスムーズに進めるためには、現場で日常的に行われている主要な加工方法の特性を整理しておく必要があります。機械加工は大きく分けると4つの手法に分類することができ、それぞれに得意な領域と不得意な領域が存在します。
「切削(せっさく)加工」
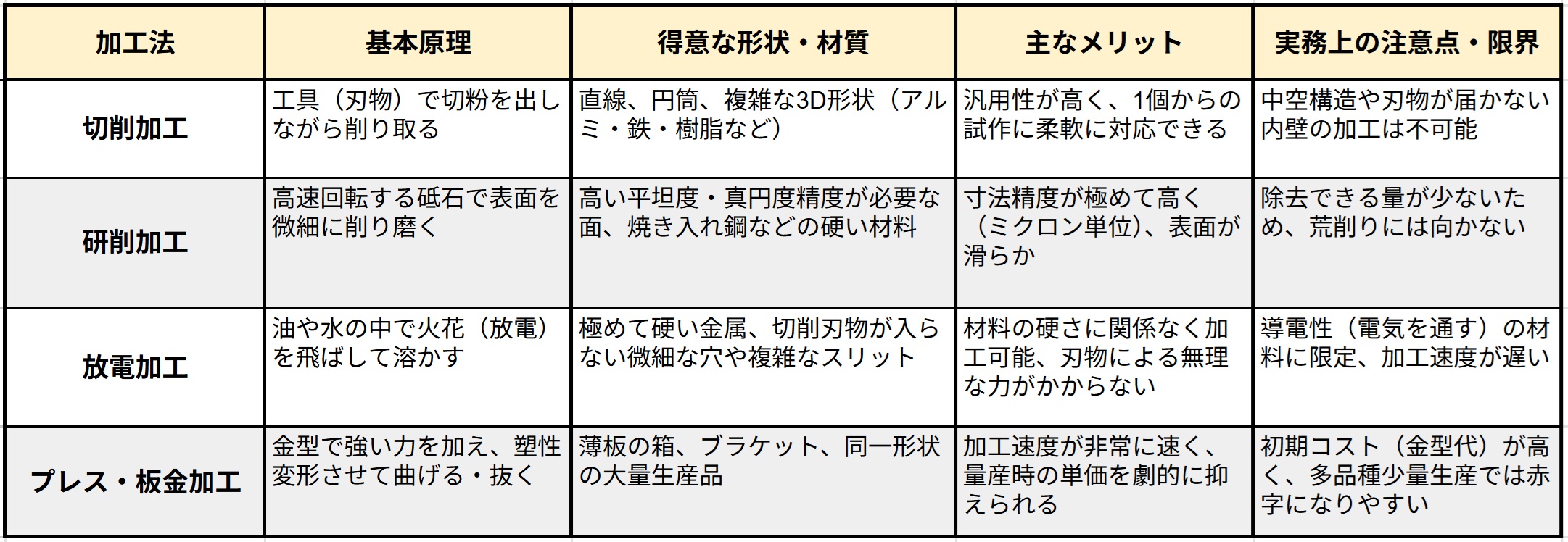
これは機械加工の中で最も一般的であり、金属の塊に対して硬い刃物を押し当て、リンゴの皮を剥くように表面を削り取っていく手法です。材料を回転させて固定した刃物を当てる「旋盤加工」と、逆に材料を固定して回転する刃物を移動させる「フライス加工(マシニングセンタ加工)」に分かれます。直線的な形状から複雑な3次元の曲面まで幅広く対応でき、1個だけの試作品から中規模の量産まで柔軟にこなせる万能さが特徴です。
「研削(けんさく)加工」
切削加工が刃物で大きく削るのに対し、研削加工は高速で回転する「砥石(といし)」を使用します。砥石の表面にある無数の非常に小さな硬い粒で、金属の表面を少しずつ細かく削り、磨き上げていく手法です。切削加工だけでは到達できないような、ミクロン単位の極めて高い寸法精度を出す場合や、鏡のように滑らかな表面仕上げ(面粗度の向上)が求められる場合、さらには熱処理によってカチカチに硬くなった金属を加工する場合に用いられます。
「放電(ほうでん)加工」
これは刃物や砥石といった工具を直接金属に当てて削るのではなく、電気の力(火花)を利用した特殊な加工法です。絶縁性の高い油や水の中に材料を沈め、工具となる電極との間で一秒間に数万回もの細かな火花を発生させます。その火花の熱によって、金属の表面を局所的に少しずつ溶かしながら形を作っていきます。非常に硬い金属であっても、電気を通す材料(導電性があるもの)であれば硬さに関係なく加工できるのが最大のメリットです。刃物を押し当てる力がかからないため、非常に細いピンや薄い壁、切削刃物が届かないような深い溝や複雑な形状の穴をあける際に重宝されます。
「プレス・板金(ばんきん)加工」
これは厳密には材料を削り落とす除去加工とは異なり、薄い金属の板に対して、金型と呼ばれる専用の型を用いて強い力を加えることで、曲げたり、穴を打ち抜いたりして成形する手法です。自動車のボディや家電製品の筐体、身近な文房具に至るまで、薄板から作られる製品の多くに採用されています。初期費用としての金型代は高額になりますが、一度型を作ってしまえば、同一形状の部品を極めて高いスピードで大量に生産することができ、製品一個あたりの単価を劇的に抑えることが可能です。
表. 機械加工の4大加工法比較整理表
【会員様限定】 この先に、設計と製造のギャップを埋める実務要諦があります
ここから先は、プログラム通りに動かしても寸法がズレる「熱変位・たわみ・摩耗」の3大原因と具体的な回避策、熟練工の技をデジタル化するスマートファクトリーへの取り組み、そして「5軸加工」による工程集約のメリットについて詳しく解説します。
この記事で得られる具体的ベネフィット
- 摩擦熱による金属の伸び縮みを抑え、ミクロン単位の寸法精度を安定させる環境管理法がわかります
- 工具の「突き出し長さ」や治具の剛性を最適化し、削り壁の傾き(たわみ誤差)を防ぐ手法が掴めます
- 製品の端に発生する「バリ」を抑制する刃物の寿命管理と、段取り換えの手間をなくす複合加工の活かし方が理解できます
第2章:産業を興し、技術の基準を作った「機械加工」発達の歴史
現代の私たちが手にしている精密な工業製品や、日々稼働している工場の機械は、一朝一夕で生まれたものではありません。機械加工の歴史は、そのまま「いかにして思い通りの精度を安定して叩き出すか」という、先人たちのあくなき挑戦の歴史でもあります。機械加工の発達において、今日の実務の礎となった有名な3つの転換点をご紹介します。
機械加工の歴史を語る上で、最も有名であり、かつ産業革命の運命を決定づけたエピソードが、18世紀後半のイギリスにおけるジョン・ウ...
<記事を最後までお読みいただくことで、実務における以下の課題や悩みが解決します>
- 設計図面通りに加工しているはずなのに、完成した部品の寸法が合わない原因と対策がわかります。
- 3D CAD上では完璧に見える形状が、なぜ製造現場で「加工できない」と断られるのか、その物理的な限界が理解できます。
- 削り出し、磨き、溶かすといった主要な加工法の違いが整理され、製品の目的やコストに応じた最適な加工選択ができるようになります。
- 現場で頻発する「寸法変化」「歪み」「バリ」といった慢性的なトラブルを、事前の設計工夫や環境管理によって回避する道筋が見えてきます。
機械加工は、ものづくりの現場を支える最も基本的で重要な技術のひとつです。しかし近年は、自動化やデジタル化が進んだことで、加工そのものの原理や特徴を理解する機会が少なくなっているように感じます。本記事は、切削加工・研削加工・穴あけ加工などの基本的な加工方法から、機械加工の歴史的背景、さらに品質・コスト・人材不足といった現場課題までを分かりやすく整理しています。機械加工を初めて学ぶ方はもちろん、改めて基礎を振り返りたい技術者にとっても有益な内容になっています。私自身、長年にわたり機械設計や生産設備の開発に携わってきましたが、優れた設計であっても加工性への配慮が不足すると、品質やコスト、納期に大きな影響を及ぼす場面を数多く見てきました。設計と加工は切り離して考えることができず、両者を理解することが製品競争力の向上につながります。本記事が、機械加工への理解を深めるとともに、設計・製造・生産技術の各部門が連携してものづくりを進めるための一助となれば幸いです。
第1章:今さら聞けない「機械加工」の定義と4つの基本分類
ものづくりの現場や技術打ち合わせで頻繁に使われる「機械加工」という言葉ですが、その本質を一言で表すと「不要な部分を取り除くこと」にあります。専門的にはこれを「除去加工」と呼びます。
金属などの材料を製品の形にするアプローチには、大きく分けていくつかの種類があります。たとえば、ドロドロに溶けた金属を型に流し込んで固める「鋳造」や、加熱した金属を大きなハンマーで叩いて圧力を加えながら形を整える「鍛造」は、材料を変形させて形を作る「成形加工」に分類されます。また、複数の部品を熱で溶かしてつなぎ合わせる「溶接」は「結合加工」と呼ばれます。これらに対して機械加工は、あらかじめ一回り大きく用意された金属の塊(ワーク)に対して、機械の力を用いて不要な部分を削り取り、目的とする寸法や形状へと追い込んでいく手法です。削り取られた不要な部分は「切粉(きりこ)」や「加工屑」となって排出されます。
実務において機械加工をスムーズに進めるためには、現場で日常的に行われている主要な加工方法の特性を整理しておく必要があります。機械加工は大きく分けると4つの手法に分類することができ、それぞれに得意な領域と不得意な領域が存在します。
「切削(せっさく)加工」
これは機械加工の中で最も一般的であり、金属の塊に対して硬い刃物を押し当て、リンゴの皮を剥くように表面を削り取っていく手法です。材料を回転させて固定した刃物を当てる「旋盤加工」と、逆に材料を固定して回転する刃物を移動させる「フライス加工(マシニングセンタ加工)」に分かれます。直線的な形状から複雑な3次元の曲面まで幅広く対応でき、1個だけの試作品から中規模の量産まで柔軟にこなせる万能さが特徴です。
「研削(けんさく)加工」
切削加工が刃物で大きく削るのに対し、研削加工は高速で回転する「砥石(といし)」を使用します。砥石の表面にある無数の非常に小さな硬い粒で、金属の表面を少しずつ細かく削り、磨き上げていく手法です。切削加工だけでは到達できないような、ミクロン単位の極めて高い寸法精度を出す場合や、鏡のように滑らかな表面仕上げ(面粗度の向上)が求められる場合、さらには熱処理によってカチカチに硬くなった金属を加工する場合に用いられます。
「放電(ほうでん)加工」
これは刃物や砥石といった工具を直接金属に当てて削るのではなく、電気の力(火花)を利用した特殊な加工法です。絶縁性の高い油や水の中に材料を沈め、工具となる電極との間で一秒間に数万回もの細かな火花を発生させます。その火花の熱によって、金属の表面を局所的に少しずつ溶かしながら形を作っていきます。非常に硬い金属であっても、電気を通す材料(導電性があるもの)であれば硬さに関係なく加工できるのが最大のメリットです。刃物を押し当てる力がかからないため、非常に細いピンや薄い壁、切削刃物が届かないような深い溝や複雑な形状の穴をあける際に重宝されます。
「プレス・板金(ばんきん)加工」
これは厳密には材料を削り落とす除去加工とは異なり、薄い金属の板に対して、金型と呼ばれる専用の型を用いて強い力を加えることで、曲げたり、穴を打ち抜いたりして成形する手法です。自動車のボディや家電製品の筐体、身近な文房具に至るまで、薄板から作られる製品の多くに採用されています。初期費用としての金型代は高額になりますが、一度型を作ってしまえば、同一形状の部品を極めて高いスピードで大量に生産することができ、製品一個あたりの単価を劇的に抑えることが可能です。
表. 機械加工の4大加工法比較整理表
【会員様限定】 この先に、設計と製造のギャップを埋める実務要諦があります
ここから先は、プログラム通りに動かしても寸法がズレる「熱変位・たわみ・摩耗」の3大原因と具体的な回避策、熟練工の技をデジタル化するスマートファクトリーへの取り組み、そして「5軸加工」による工程集約のメリットについて詳しく解説します。
この記事で得られる具体的ベネフィット
- 摩擦熱による金属の伸び縮みを抑え、ミクロン単位の寸法精度を安定させる環境管理法がわかります
- 工具の「突き出し長さ」や治具の剛性を最適化し、削り壁の傾き(たわみ誤差)を防ぐ手法が掴めます
- 製品の端に発生する「バリ」を抑制する刃物の寿命管理と、段取り換えの手間をなくす複合加工の活かし方が理解できます
第2章:産業を興し、技術の基準を作った「機械加工」発達の歴史
現代の私たちが手にしている精密な工業製品や、日々稼働している工場の機械は、一朝一夕で生まれたものではありません。機械加工の歴史は、そのまま「いかにして思い通りの精度を安定して叩き出すか」という、先人たちのあくなき挑戦の歴史でもあります。機械加工の発達において、今日の実務の礎となった有名な3つの転換点をご紹介します。
機械加工の歴史を語る上で、最も有名であり、かつ産業革命の運命を決定づけたエピソードが、18世紀後半のイギリスにおけるジョン・ウィルキンソンとジェームズ・ワットの出会いです。 当時、ジェームズ・ワットは新しい動力源として「蒸気機関」を開発し、その実用化に燃えていました。蒸気機関を動かすためには、大型のシリンダーの中にピストンをぴったりと収め、送り込まれた蒸気の圧力でピストンを往復させる必要があります。しかし、当時の職人たちが手作業で真鍮や鉄を叩き、削って作ったシリンダーは、内部が歪んでおり真円とは程遠い状態でした。
そのため、シリンダーとピストンの隙間から肝心の蒸気が大量に漏れてしまい、満足なパワーを得ることができず、ワットの蒸気機関は長らく試作段階で行き詰まっていたのです。 この窮地を救ったのが、技術者であり実業家でもあったジョン・ウィルキンソンでした。彼はもともと、大砲の砲身の内部を真っ直ぐ、かつ正確にくり抜くための機械である「中ぐり盤」を開発していました。ウィルキンソンはこの機械を蒸気機関のシリンダー加工に応用したのです。彼の機械によって削り出されたシリンダーは、内部の歪みが大幅に抑制され、ピストンとの隙間を「当時の1シリング硬貨の厚み以下」という、当時としては驚異的な精度で一定に保つことに成功しました。これにより蒸気のリークは完全に止まり、ワットの蒸気機関はついに実用化され、世界を大きく変える産業革命の強力な推進力となったのです。機械加工の精度向上が、世界の歴史を動かした象徴的な出来事です。
ウィルキンソンの成功に続き、19世紀前半にはもう一つの決定的な革命が起こります。ヘンリー・モーズリーによる「自動送り台付き旋盤」の発明と、部品の「互換性(ごかんせい)」の確立です。 モーズリーが活躍する以前の時代、機械や道具の部品は、すべて一人の職人が現物を合わせながら手作業で調整して組み立てていました。そのため、同じ種類の製品であっても、Aという機械に使われているネジを、そっくり同じ形に見えるBという機械にねじ込もうとしても、サイズや溝のピッチが微妙に異なり、はまらないのが当たり前だったのです。もし部品が壊れれば、再び職人を呼んでその場に合わせた専用の代替品を手作りしてもらうしかありませんでした。
モーズリーは、刃物を固定する台をネジの回転と連動させて機械的に一定の速度で移動させる仕組み(送り台)を旋盤に組み込みました。これにより、人間の手の感覚に頼ることなく、誰が操作しても寸分違わぬ正確な平行線や、規則正しいピッチのネジ山を機械が自動的に削り出せるようになったのです。この発明により、世界で初めて「どれを組み合わせてもぴったりとはまる部品」、すなわち互換性を持った部品の大量生産が可能になりました。この技術は、特に大量の武器を安定して前線に供給する必要があった軍事産業(銃器の製造など)で急速に普及し、のちの自動車などの流れ作業による大量生産方式へとつながっていきます。
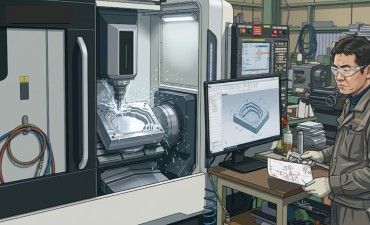
20世紀に入ると、機械加工はさらなる変革期を迎えます。戦後のアメリカを中心に始まった「数値制御(NC)」化と、それに続く「マシニングセンタ」の登場です。 それまでの機械加工は、いくら機械が進化をしたとはいえ、ハンドルを回して刃物を移動させるタイミングや、削る深さの微調整は、熟練の職人が長年の「目流し(目視)」や感覚、経験をもとに行っていました。しかし、航空機の複雑なウイングの形状や、高度な工業製品の需要が高まるにつれ、人間の手作業による限界と、人手不足が問題視されるようになります。
そこで、刃物を動かす位置や速度をすべてデジタルな数字のデータ(プログラム)に置き換え、モーターをコンピュータで制御して自動で動かす数値制御(NC)技術が開発されました。さらに、1台の機械の中に何十本もの異なる刃物をあらかじめセットしておき、穴あけ、溝掘り、表面削りといった異なる工程に合わせて、機械自身が自動で刃物を交換しながら一気に製品を削り上げる「マシニングセンタ」へと進化を遂げました。これにより、職人の体調や経験値に左右されることなく、複雑な3次元形状であっても、作業者の経験値に左右されず、安定した精度で連続生産を行う近代的なファクトリーオートメーション(工場の自動化)の基礎が確立されました。
第3章:なぜ図面通りにいかないのか?現場で起きる「3大課題」とその解決策
機械加工の歴史を振り返ると、自動化が進み、人間の手作業からコンピュータ制御へと移行したことで、すべての問題が解決したかのように思えるかもしれません。しかし、実際の製造実務においては、「プログラム通りに機械を動かしているはずなのに、なぜか図面の寸法から数ミクロン外れてしまう」というトラブルが日常的に発生しています。 なぜ図面通りにいかないのか。その理由は、機械加工が常に「熱」「力」「摩耗」という、避けては通れない3つの物理的な現象と戦っているからです。ここでは、実務者が最も直面しやすい3大課題とその具体的な解決策を解説します。
3-1. 【課題1】熱による寸法変化(熱変位)
第1の課題は、温度の変化によって金属が伸び縮みする「熱変位(ねつへんい)」です。 金属は温まると膨張し、冷えると収縮するという性質を持っています。機械加工の現場では、加工中に発生する激しい摩擦によって、材料や刃物の温度が急激に上昇します。さらに、機械自体を駆動させる大型モーターや軸受から発生する熱、さらには工場の屋根から差し込む日光や、季節による室温の変化も無視できません。
たとえば、長さが10センチメートルある鉄の塊は、温度がわずか1度変わるだけで、目に見えないレベル(およそ1ミクロン強)で長さが変化します。これが精密なギヤや航空機部品のように、数ミクロンレベルの厳格な精度を求める現場であれば、温度管理の甘さは即座に不良品の山を生み出す原因となります。朝一番に削った部品と、機械が温まった昼過ぎに削った部品で寸法が異なる、というのは熱変位が引き起こす典型的なトラブルです。
【実務的な対策】
この熱変位を抑えるための最も確実な方法は、まず「工場の室温を一定に保つこと(恒温化)」です。精密加工を行う部屋では、エアコンによって24時間常に一定の温度(一般的には20度前後)に管理されています。さらに、作業を開始する前に機械を空運転させてあらかじめ一定の温度まで温めておく「暖機運転」も効果的です。そして何より重要なのが、加工している部分に対して「クーラント(切削油)」と呼ばれる冷却液を大量に、かつ的確に吹き付け、摩擦熱をその場で素早く奪い去ることです。
3-2. 【課題2】機械や工具の「たわみ」による形状誤差
第2の課題は、加工するときにかかる強い力によって、工具や材料が目に見えないレベルで曲がってしまう「たわみ」の現象です。 硬い金属を刃物で削るとき、そこには想像以上の大きな抵抗(切削抵抗)が発生します。刃物は非常に硬い素材で作られていますが、それでも細長いドリルやエンドミルといった工具の先端に強い力がかかると、竹の棒がしなるように、ミクロン単位でわずかに「逃げ」が生じます。
材料を固定している治具(じぐ)や、機械の可動部そのものも、強い力を受ければ目に見えないレベルでたわみます。その結果、本来であれば真っ直ぐな垂直の壁を削ったつもりが、下に行くほど刃物が逃げてしまい、わずかに傾いた斜めの壁になってしまったり、円筒の端が太くなってしまったりする形状の誤差(幾何公差の悪化)が発生するのです。
【実務的な対策】
たわみを防ぐ鉄則は、「剛性(ごうせい)」を高めることです。具体的には、使用する刃物の「突き出し長さ」をできる限り短くセットし、工具が根本からしなるのを物理的に防ぎます。刃物の直径を太くできるのであれば、可能な限り太い工具を選択するのも有効です。また、材料を固定する際は、削る場所にできるだけ近い部分をがっちりとクランプ(固定)し、加工の圧力に材料が負けて動かないような強固な治具設計を行う必要があります。
3-3. 【課題3】刃物の摩耗と「バリ」の発生
第3の課題は、工具の刃先が使っているうちに徐々にすり減っていく「摩耗(まこう)」と、それに伴って発生する「バリ」の問題です。 いくら強靭な刃物であっても、何個も連続して金属を削っていれば、材料との激しい摩擦と熱によって刃先は確実に丸くなっていきます。刃先が摩耗して切れ味が落ちると、削り取られるはずの寸法が残ってしまい、徐々に製品が太くなったり、穴の直径が小さくなったりします。
さらに重大なのは、切れ味の落ちた刃物で加工を続けると、金属を「スパッと切る」のではなく、無理やり「押し潰して引き千切る」ような状態になることです。これにより、加工された部品の端や角の部分に、金属の削り残りがトゲやめくれのように飛び出す「バリ」が激しく発生するようになります。バリが残った部品は、組み立て時の干渉や、運用中の脱落による内部回路の短絡(ショート)を招くリスクとなるため、適切な処置が必要です。
【実務的な対策】
刃物の摩耗は物理現象であるため完全にゼロにすることはできませんが、徹底した「寿命管理」によってコントロールできます。経験の浅い現場では、製品の寸法がおかしくなってから慌てて刃物を交換しがちですが、実務においては「この刃物なら、この切削条件であれば何個までなら安全に削れるか」をあらかじめテストし、例えば「50個削ったら無条件で刃先を新品に交換する」というように、時間や個数で予防的に管理します。また、材料の材質に合わせて、回転数や刃物を送り出すスピード(切削条件)を最適化し、刃先に無理な負担をかけないように調整することも重要です。
第4章:現代の製造業が向き合うべき「これからの機械加工のテーマ」
コンピュータによる正確な自動運転が可能になり、熱や力への対策が体系化された今、機械加工の世界はさらなる高み、そして新しい社会的な課題への対応を迫られています。これからのものづくりを支える上で、実務者が知っておくべき現代の重要なテーマを3つ挙げます。
4-1. 熟練者の「勘」をいかにデジタルへ移植するか
マシニングセンタがどれほど進化しても、いまだに超精密な加工や、初めて扱う特殊な材料の加工においては、経験豊富な熟練職人の存在が不可欠です。彼らは、機械が立てるかすかな「キーン」という高い音の変化や、飛び散る切粉の色、床から伝わる微細な振動を感じ取り、「あ、いま刃先が悲鳴を上げているな」「少し回転数を落としたほうがいいな」といった判断を瞬時に行っています。
しかし、少子高齢化が進む日本の製造業において、こうした熟練技術者のノウハウを次の世代へ継承することは極めて困難な課題となっています。そこで現在取り組まれているのが、職人の五感をセンサー技術によってデジタル化する試みです。機械の内部に振動センサーや音響センサー、電流計を取り付け、加工中の負荷をリアルタイムで測定します。刃物が摩耗してきたときの特有の振動や音の変化をコンピュータに記憶させ、異常を検知したら機械が自ら判断して加工条件を自動で補正するような、人工知能(AI)技術と融合したスマートファクトリー化の研究が急速に進んでいます。
4-2. 環境負荷の低減とコストの両立
これまでの機械加工では、摩擦熱の冷却と潤滑のために、大量の「切削油(クーラント)」を材料に浴びせるようにして加工するのが当たり前でした。しかし、この切削油の仕様や廃棄処理は、環境に対して小さくない負荷を与えます。また、汚れた液の回収や定期的な交換、工場の床のベタつきといった作業環境の悪化、さらにはオイル自体のコストも無視できません。
こうした背景から、現代の現場では「いかに切削油を使わずに削るか」というサステナブルなテーマへの挑戦が続いています。全く油を使わない「完全ドライ加工」をはじめ、大量の液を流す代わりに、極微量の植物由来の油を圧縮した空気と混ぜ合わせて霧状(ミスト状)にし、刃先のピンポイントに吹き付ける「MQL(微量油剤供給)」と呼ばれる技術が普及し始めています。これにより、冷却効果を維持しつつ、油の使用量を従来の数万分の一に激減させ、環境負荷の低減と工場全体のコストダウンを同時に達成する動きが広がっています。
4-3. 5軸加工機と複合加工機による「工程集約」
従来の一般的な機械加工では、四角い塊の「上面」を削ったあと、一度機械を止めて材料を取り外し、今度は向きを変えて「側面」を固定し直して再び削る、という作業を繰り返していました。この材料を掴み直す作業を「段取り換え(だんどりかえ)」と呼びます。 しかし、この段取り換えを人間の手で行うたびに、いくら注意しても数ミクロンから数十ミクロンの固定位置のズレ(段取り誤差)が発生してしまいます。
また、何度も機械を止めるため、生産の効率も上がりません。 この課題を根本から解決するのが、現代の主流となりつつある「5軸(ごじく)加工機」や「複合加工機」です。前後に動く直線的な軸だけでなく、材料を載せる台や刃物の頭が複雑に「回転・傾斜」する機能を持っています。これにより、材料を最初に一度がっちりとクランプしてしまえば、人間の手を一切介することなく、機械が自ら材料を傾けながら、上面、側面、斜めの穴に至るまで、一連の工程を一度にすべて削り上げることができます。工程を集約することで、段取り換えによる位置ズレのエラーを完全に排除し、同時に加工に必要なトータルの時間を劇的に短縮する、高効率・高精度なものづくりのスタイルが確立されています。
まとめ
私たちが日常的に目にするあらゆる工業製品の裏側には、これまで解説してきたような「機械加工」の実直な技術の積み重ねが存在します。中ぐり盤によって産業革命の扉を開いた時代から、現代の高度な5軸加工機やデジタル技術の融合に至るまで、機械加工の歴史は常に一貫して「熱による歪み」「加工の力によるたわみ」「工具の摩耗」という、物理的な限界との戦いであり、それらをいかに克服するかという知恵の歴史でもありました。
設計部門がどれほど洗練された美しい3次元モデルを描いても、それを形にする製造部門や外注先が、これらの物理的な制約をクリアできなければ、製品が日の目を見ることはありません。逆に言えば、図面を描く設計者や製品を企画する実務者が、「なぜ削り出しには限界があるのか」「研削や放電加工はどういった場面で効果を発揮するのか」という機械加工の基本原理を正しく頭に入れておけば、あらかじめ加工しやすい(トラブルの起きにくい)形状を狙って設計する「生産性を考慮した設計」が可能になります。
製造現場と設計者がお互いの共通言語を持ち、図面レビュー(デザインレビュー)の段階から「この形状なら、あの5軸加工機で一発で工程集約ができる」「この寸法精度を出すなら、切削のあとに研削の工程を入れよう」といった現実的で具体的な対話ができるようになれば、試作の手戻りは大幅に減少し、品質の安定と圧倒的なコストダウンを両立させることができます。
今さら聞けない機械加工の基礎は、単なる現場の作業知識ではありません。それらは、デジタルとアナログの狭間で理想の設計品質を確実に量産化するための、ものづくりに関わる実務者にとって重要な「共通の基盤知識」といえます。本記事でご紹介した4つの分類や歴史の背景、そして3大課題へのアプローチを、ぜひ明日からの実務や打ち合わせ、設計業務に役立ててください。
※本記事を監修した専門家「森内 眞」が講師のセミナー 一覧