【目次】
1.行程能力の指数化
前回のその1に続いて解説します。スペックに対し特性の分布がどの程度余裕を持って納まっているかを知る為の指標が、工程能力指数です。特性値の中心を決めるのが平均値とすれば、分布の範囲を決めるのが、バラツキといえます。 この場合バラツキは標準偏差σを基準として算出されます。
平均値と標準偏差を用いて工程能力を分かりやすく指数化したものが”工程能力指数”です。 一般的にCpの記号で表記されますがこれは、Process Capabilityの頭文字を取ったものです。
Cpとは工程能力指数で、特性値が規格範囲に収まっているかを観る指数です。例えば、部品の長さ規格が100±1mmだとすると、実際の製品の長さは99-101mmの範囲に100%収まっているのが理想です。然しながら同じ工場、同じ機械、同じ元材料、同じ作業者にて同じ様に加工したとしてもばらつきは発生します。
仮に100万個作ったら何個が規格外れになるでしょうか、それを知るための目安指標がCpやCpkと呼ばれる指標です。ばらつきを表す統計指標の1つに標準偏差σがあります。Cpは、その計算式から規格範囲内にσ何個分が含まれるか表していると言えます。
Cp(もしくはCpk)=1.0の時は、造った部品の99.73%が規格内に収まり、約0.3%が規格範囲外となります。即ち100万個作成したら、2700個程度が規格から外れます。
一般にCp・Cpkの値は1.33以上は必要で、1.66以上が好ましいと言われます。1.33は0.006%が規格外になり、100万個のうち63個が規格外となります。 同様に1.66であれば0.00006%であり、100万個作成してわずか0.6個となります。
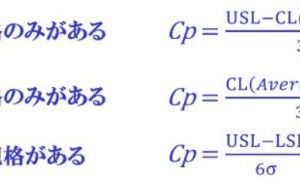
Cpは上限規格(USL)だけがあるもの、下限規格(LSL)だけがあるもの、上下限規格両方があるもので図1.の様な計算式で求められます。
図1.USL、LSLの式
言い換えれば、規格幅に対し標準偏差σが何個分入るかを表した数値です。 両側規格がある式でいえば上限規格と下限規格の間にσが6個(±3σ)ぴったり納まる状態が基準である1.00となります。 正規分布の所でも述べましたが、これは全体の99.7%が規格に収まる値となります。 同様にシグマが4個相当(±2σ)であれば0.66、8個相当なら1.33(±4σ)、10個相当(±5σ)なら1.67となります。
図2.工程能力指数
両側規格の場合、分布の中心は必ずしも規格の中心と重なっているわけではありませんから、分布中心の偏りを考慮したCpkという指数(kは偏りの意味)を用います。 CpkはCpUもしくはCpLの小さい方の値となります。すなわち値が小さい側へ分布が偏っており工程能力が低い事になります
2.長期 Cp/Cpk
工程能力指数を計算するには、データが100-300あれば正規性の確認も出来るので好ましいといえます。 ただしこのデータが短期間で採られたデータか、長期に渡って得られたデータかで注意が必要と1ヶ月間隔で、追加で100球ずつ投げ込んだ所、ばらついて中々真ん中に決まらない時もありました。 最初の100球と後続を含めた全データでそれぞれCpkを計算したらどうでしょうか?
同じ母集団からのサンプルであるにも関わらず短期データではばらつきを十分評価しているとは言えない可能性があります。...
ロングタームではショートタームより工程能力は低下する傾向にあります。図3
図3.工程能力指数と正規性
一般に長期性能は短期性能に1.5σを足したもので代用されます。 つまり分布の横幅が1.5σ分膨れたイメージです。 短期ではスリムな分布が長期だとちょっと太くなってしまうわけです。“シックスシグ”では100万個に対して不適合が3.4個相当に値すると述べていますが、これはロングタームで観た場合の欠陥に相当します。
3.Cp/Cpk運用時の注意点
工程能力を算出する前に、ヒストグラムを描いて形状を確認してください。 数値だけを見て工程能力を判断せず、正規分布形状になっているか、異常値が含まれていないかを確認する事が重要です。 異常値が含まれていると、σは実際よりも大きくなってしまい工程能力が低く計算されてしまいます。また分布が正規分布形状になっていない場合は、データの平方根や対数を取ります。そして変換後の分布が正規分布になっていればそれを用いて工程能力を計算します。
計算の結果Cpk値が大きすぎ場合は、データの数や桁を確認してください。 Cpkの値は1.33-1.66程度であれば十分で、3.00以上と極端に数値が高い場合はデータ数が少なくばらつきが過小評価されてないか、データが丸めてあり同じ数のものが重複してないかを確認する必要があります。 逆に顧客規格が緩く、Cp値が大きくなっている場合はガードバンド(防止帯)として別途社内規格を設ける事も検討した方が良いでしょう。次回は、工程能力の理解 その3.Zスコアと標準化です。