◆追番管理で部品加工メーカーの仕掛品在庫を管理する
部品加工を主体とする繰返し型の製造受注生産(MTO)型の中小製造工場には、仕掛品在庫の推移を的確につかめるシステムの構築がもっとも重要です。そして、こうした仕掛品在庫の管理方法としてうってつけの手法が「追番管理」です。生産の状況をタイムリーに把握できるとともに、急激な需要増の際の納期回答にも活用できます。
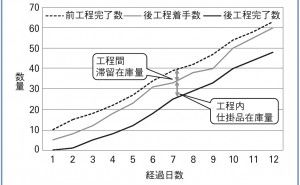
(2) 仕掛品在庫の把握(図3)
流動数曲線グラフ表示にした累積着手数線と累積完了数線の縦の間隔が仕掛品在庫を表す。両者の間隔が広がっていると仕掛品在庫がたまっていることを示している。この間隔を常に監視することで、各工程内の仕掛品在庫および工程間に滞留している仕掛品在庫の増減がすぐに確認できる。
(3) リードタイムの把握(図4)
(2)と同じ流動数曲線グラフの累積着手数線と累積完了数線の横の間隔がリードタイムを表す。オーダーがたまってくると両者の間隔が広くなり、リードタイムは長くなる。
(4)工程バランスの管理(図5)
流動数曲線グラフの累積完了線の傾きが生産工程の処理能力を示す。この傾きがなだらかだと当該工程の処理能力不足が疑われる。さらに各工程の累積完了線の傾きに差がある場合は、工程バランスがとれていないことを表している。図5のグラフでは、後工程の生産能力が低いことから後工程の生産が追い付いていないために滞留を起こしていることを示している。
次回は、追番管理...