◆「ギリギリまでつくらない、運ばない、仕入れない」
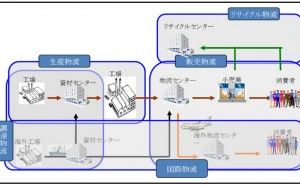
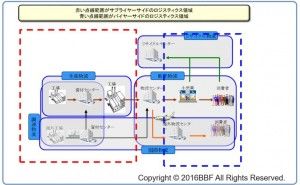
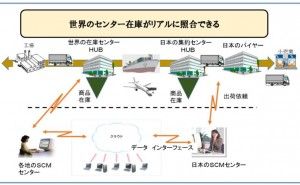
前回は「ギリギリまでつくらない、運ばない、仕入れない」の概要を説明いたしました。今回からは具体的な事例をもとに、「高度成長期ならこうした」「今の低成長かつネット社会ならこうしている」と2つを対比しながらみるようにしましょう。その方が理解しやすいと思います。図1のSCM鳥瞰図で真ん中の物流センターはサプライヤーの物流センターとします。
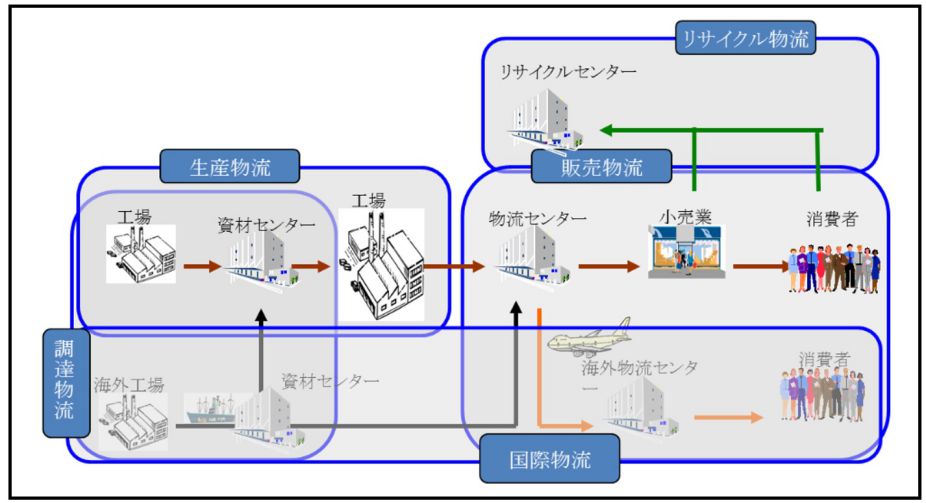
図1.SCM鳥瞰図
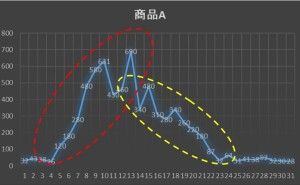
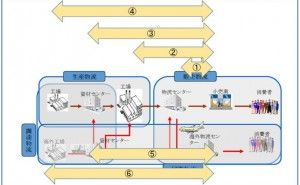
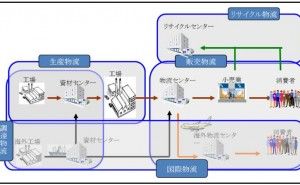
図2、図3のように高度成長なら右から指示が来てアクションを取る、今なら末端の消費動向をモニタリングしながら一斉にアクションを起こす
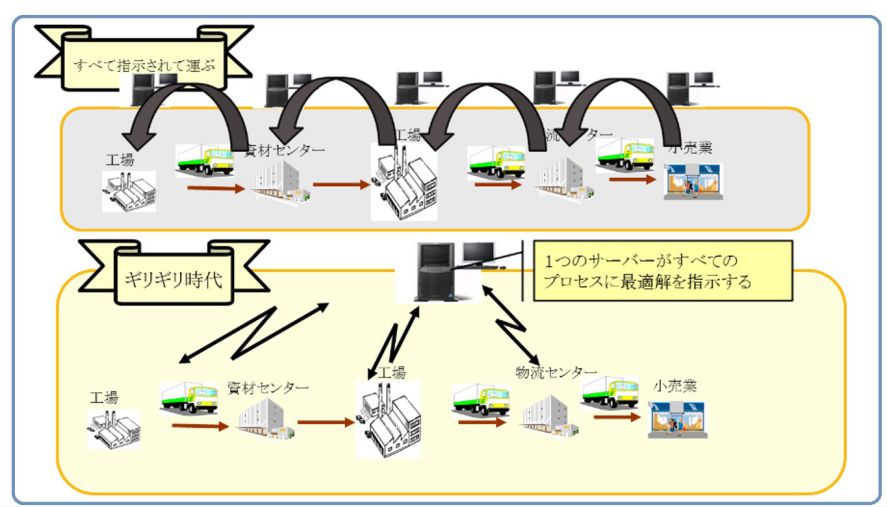
図2.Pullスタイル
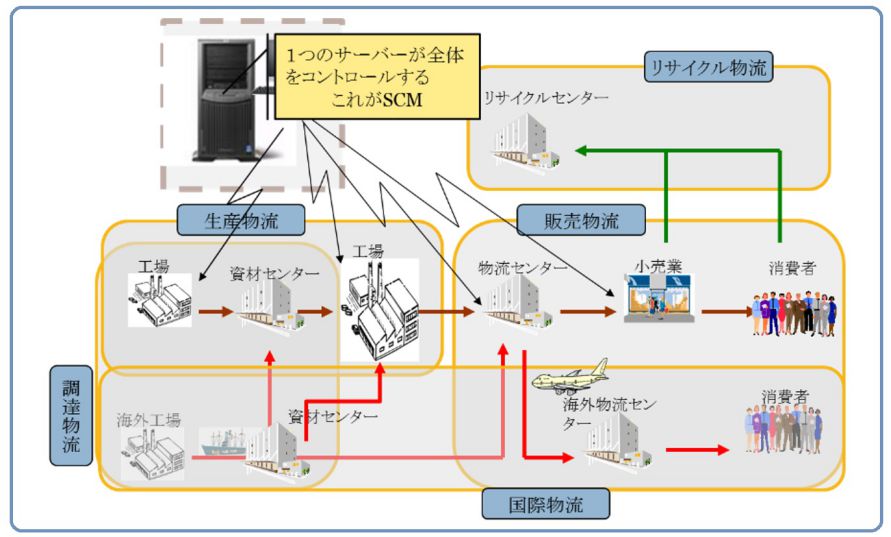
図3.サプライチェーン
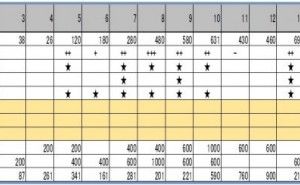
図4の店舗で売れている状況はすべてのプレイヤーが見られます。この場合、○、△、◇、×の4つの品目があったとします。
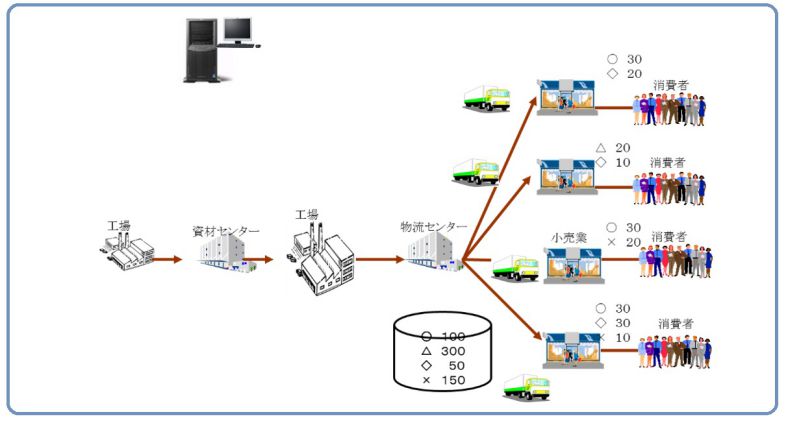
図4.4品目の物流 例
各店舗の今日の品目別の売れた数量と物流センターでの品目別在庫量は表示されているとおりです。この段階で物流センターの在庫が不一致な企業があったとしたら、それが「チェーンが切れた企業」です。高度成長の時は、店舗がいくら売れて、いくら在庫があるのか分かりませんでした。店舗から発注がなければ、物流センターからは出荷しません。物流センターの在庫量が一定量以下にならなければ、生産計画にも入りません。
図5のようにネット社会の今は物流センターの在庫率でアクションの判定をします。品目別の売上は4つの店舗の合計です。今日工場で生産している品目別の数量を明日の朝の在庫として加算します(生産量と表示)。これで有効在庫と在庫率が計算され、在庫率2日以下の場合にはこの企業の場合、他の物流センターから横持ちする、あるいは工場からの積込み順序を変更するなどの指示を出します。
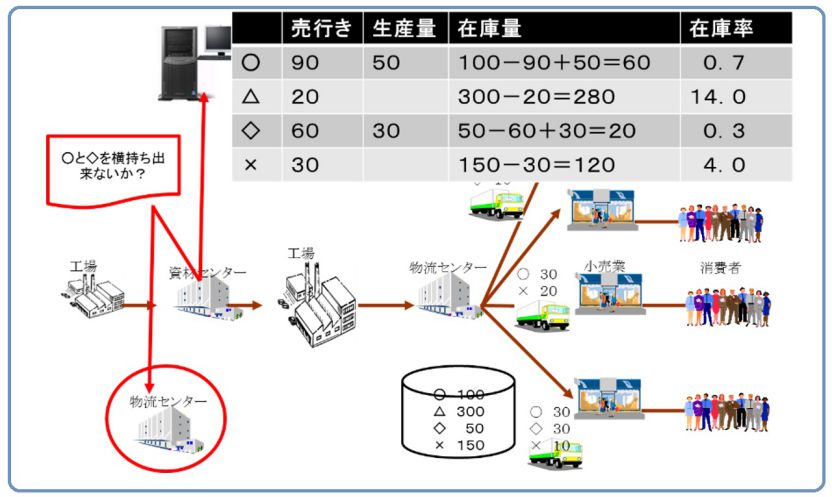
図5.在庫率とアクション1
つくるか、つくらないか、投入順序の変更はどうする?物流センターの在庫率が0.3の商品は生産指示が即出ます。生産指示を出す前に素材、部品の在庫はあるか確認して、あるようなら生産指示を出します。物流センターの在庫率が0.7の商品は、店舗の売れ行きが3日連続+++なら素材の手配をします。加工LTの長い部品も発注します。このように1つのデータを見て、兆候(この場合3日間の継続性)をみてアクションが変わります。工場は週間計画で立案されていても、3日単位のローリング計画をして、当初の3日間は変更できませんが、次の3日間は順序の変更を指示します。
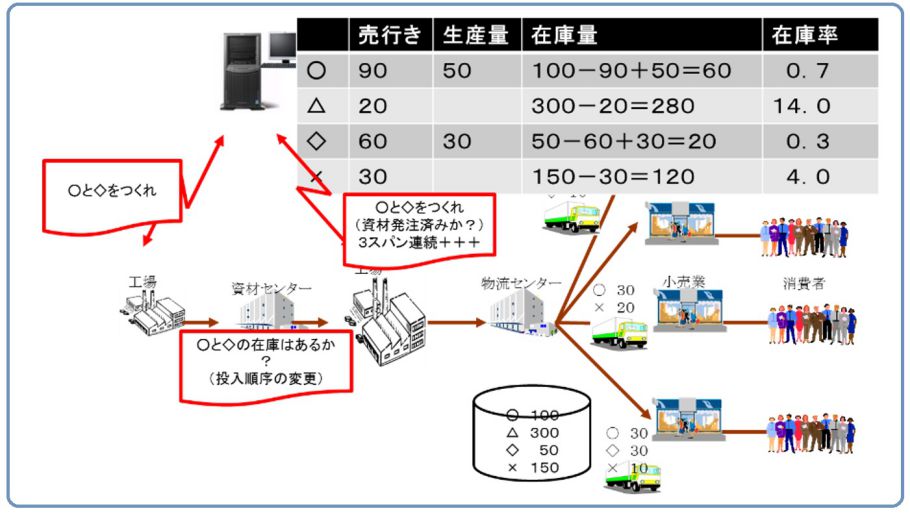
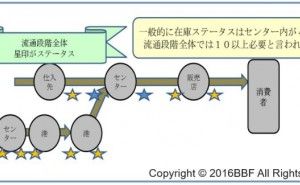
図6.在庫率とアクション2
図6のように、このような事が○○の時は、○○する。というアクションがいくつも設定されています。決して個人の判断でつくる、運ぶ、仕入れる事はしません。その代りにこのようにモニタリングして指示を出す部門(組織)は全プロセスの在庫責任があります。欠品がなくて、在庫日数が一番少ない時が全体最適解と定義づけています。
全体最適解をコストが一番安い状態と定義づけると、一番安い業者との契約がオプションとして出てきます。安い業者は管理されていない事が多く、チェーンが切れる可能性が高いので、コストではなく在庫で最適解を判断しています。
追い越しの仕組みもあります。生産計画は投入順序を表しますが、プロセスが長い「ものづくり企業」の場合は、途中で追い抜き指示が出ることもあります。在庫率によっては急ぎの場合、追い越しと言う選択肢も持っています。もちろん、物流センター内の作業順序も追い越しが出来る仕組みになっています。あるいは長距離で数台のトラック輸送の場合、積込み順序の変更はギリギリまで行います。
輸入品の場合も同様です。コンテナ混載の場合その積込み順序は直前で変わることも...