プラスチック製品のよい成形パートナーに巡り合えたとしても、品質に対するお互いの認識がずれたまま金型製作まで進めていくと、生産プロセスへの移行がなかなかうまくいかないものです。今回はどのようなことに注意すれば、量産品をスムーズに立ち上げることができるかについて解説します。ここでは、製品の基本的な形状の設計、材料選定は済んで、製品を射出成形メーカーで生産するケースを想定して解説を進めます。成形パートナーが決まった後、量産開始に至るまでの流れは図1の通りです。それぞれのフェーズで考慮すべき事項について解説します。
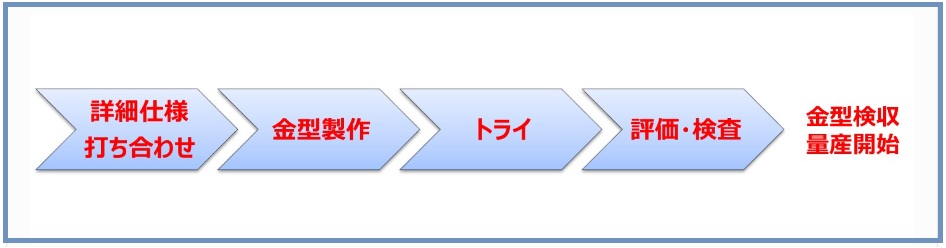 図1. 量産開始までの流れ
図1. 量産開始までの流れ1. 詳細仕様打ち合わせ
基本的な形状や材料が決まれば、後は金型を作るだけだと考えるかもしれません。しかし、量産開始までにトラブルになりやすいのは、図面に記載されていないような細かな事項であることが多いのです。量産開始までをスムーズに、しかも短期間で終わらせるためには、これらの細かな事項について、入念にすり合わせしておくことが不可欠です。表1は事前にすり合わせしておくべき事項の例です。
表1. 事前にすり合わせしておくべき事項の例
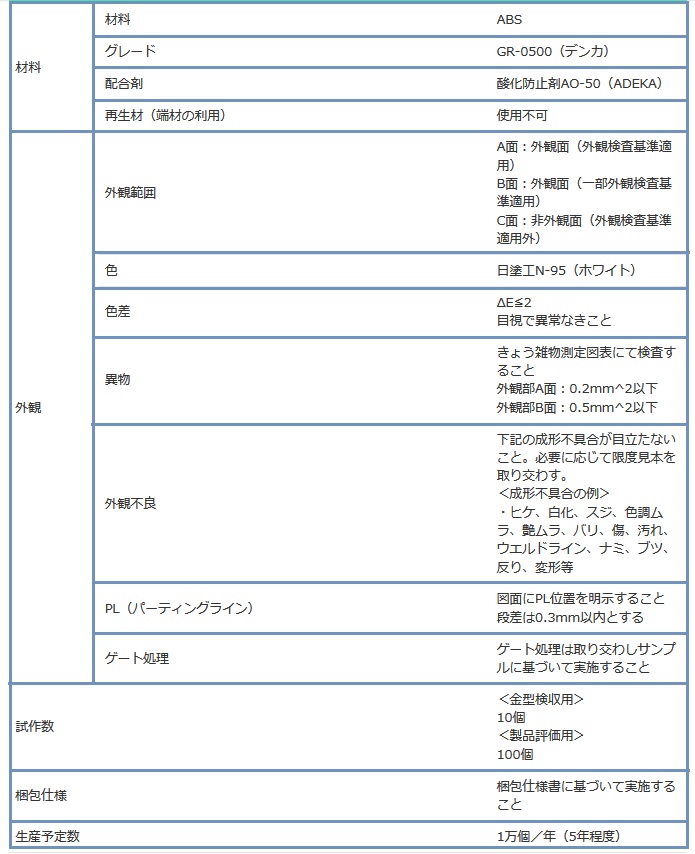
(1) 材料
「ABS」「PP」といった材料名だけではなく、「デンカ/GR-0500」といったメーカー、グレードまで決めておきます。グレードを明記しない方が、材料を柔軟に変更できるのでよいのではないかと考える人もいるかもしれません。しかし、同じABSでもグレードによって特性は大きく異なります。かつて「○○グレード相当」と記載された製品で、多くの失敗事例を見てきた著者としてはお勧めできません。製品の品質を安定させたいのであれば、グレードまで明記することが必須です。
配合剤の有無や配合量も材料の特性に大きく影響します。可能であればこれも図面や仕様書に明記して下さい。しかし、材料グレードとは異なり、こちらは開示してくれないケースが多いでしょう。配合自体が成形加工メーカーやコンパウンドメーカーのノウハウとなっていることが多いためです。非開示の場合は何を配合しているのかだけでも確認を行いましょう。再生材(端材)利用の可否も決めておきます。再生材を利用した方が材料単価は安くなりますが、変色や強度低下の原因となります。外観部材の場合は使用しない方がよいでしょう。非外観部材の場合は、製品強度などに影響のない範囲で使用しても構わないでしょう。その場合は配合割合の上限を決めておきます。
(2) 外観
外観の良否は見る人によって異なるため、立ち上げや量産時に問題となりやすいのです。問題の発生頻度を減らすために、外観基準を適用すべき範囲を明確にするとよいでしょう(図2)
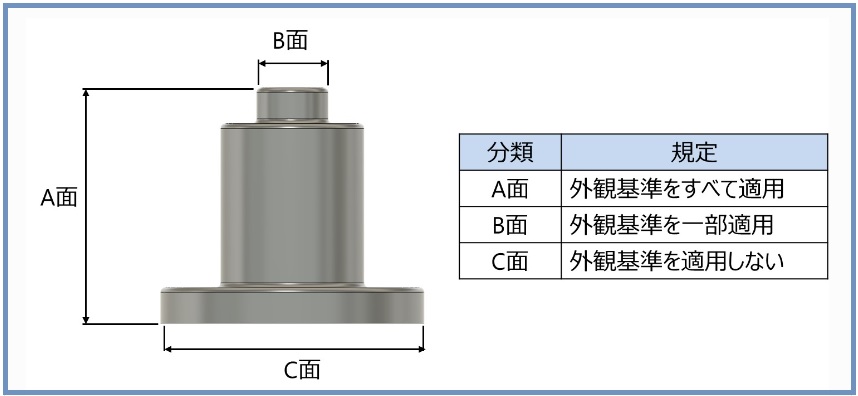
図2. 外観範囲の設定
色は「ホワイト」「黄色」といった曖昧な指定ではなく、日塗工(日本塗料工業会)やDICなどいつでも入手可能な色見本の色番で指定します。現物サンプルで指定することもありますが、色は経年で変色するため、数年おきに取り替える必要があります。
 図3. 色見本帳(写真:日本塗料工業会、DICホームページ)
図3. 色見本帳(写真:日本塗料工業会、DICホームページ) また、成形品は色番通りの色を完璧に再現できるわけではありません。組立品の場合は、ほんの少し色が違うだけでも目立ってしまい、クレームになりやすいのです。色違いの上下限を設定しておくことです。量産前に色違いのサンプルを入手することは難しいため、色差を用いることが多いでしょう。
色差は色差計で簡単に測定することができます。ただし、使用する色差計によってデータに違いが生じやすいことや、同じ色差でも見え方に大きな違いがあることから、目視でのチェックも実施しましょう。
ホワイト系の製品では異物が問題になりやすく、言われる...
ホワイト系の製品では異物が問題になりやすく、言われる...