
計測の世界では、誤差(精度)を求めることが必要ですが、誤差は真値―計測値で定義されているため、真値が分からなければ誤差は求められません。それにもかかわらず科学技術問題では、質量や長さや時間や電流値などの、物理特性の精度を問題にすることが要求されます。
世の中では真値があるとして誤差を求めていますが、真値は約束事であって実際には存在しないのです。そこで、品質工学では、真値不明で誤差を求めることを考えました。体重計の精度を求める具体的事例で説明してみましょう。
体重計の誤差は「真値-読み値」で表されます。
1.準備するもの:家庭にあるバケツ2個と人間一人
2.実験:水の入ったバケツを2個用意します。ヘルスメータでバケツの水の重さが全く同じで3kg(何キロクラムでもよい)になるように水量を調節します。
次に、使用条件として、硬い床の上(N1)と軟らかいマットの上(N2)で、下表のような実験を行います。人間が乗る位置をノイズにしてもよいでしょう。
| M1(人)kg | M2(人+バケツ1個) | M3(人+バケツ2個) | |
| N1(硬い床の上) | y11(77.0) | y12(79.5) | y13(82.5) |
| N2(軟らかいマットの上) | y21(78.0) | y22(80.5) | y23(84.0) |
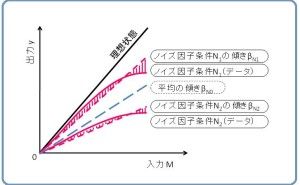
3.理想機能はゼロ点比例式(y=βM)で評価できますが、計測精度を高めるために、M2を基準にしてデータを基準化して、下表のように「基準点比例式」 で誤差を評価します。
M2=M0の時のデータの平均値はy0=80kgです。
| M1-M0(-3kg) | M2-M0(0kg) | M3-M0(+3kg) | |
| N1(硬い床の上) | y11-y0 (-3.0) | y12-y0(-0.5) | y13-y0 (+2.5) |
| N2(軟らかいマットの上) | y21-y0 (-2.0) | y22-y0 (+0.5) | y23-y0 (+4.0) |
| 計 | y1 (-5.0) | y2 (0.0) | y3 (+6.5) |
4.解析と精度の推定
全2乗和 : ST=Σ(y11-y0)2=(-3.0)2+(-0.5)2+2.52+(-2.0)2+0.52+4.02=35.75
有効除数 : r=(M1-M0)2+(M3-Mo)2=(-3.0)2+3.02=18
比例項の変動 : Sβ={Σ(M1-M0)y1}2/2r={(-3.0)×(-0.5)+3.0×6.5}2/36=33.06
誤差変動 : Se=ST-Sβ=35.75-33.06=2.69
誤差分散 : Ve=Se/φ=Se/5=2.69/5=0.538
SN比 : η=β2/σ2={(Sβ-Ve)/2r}/Ve={(33.06-0.538)/36}/0.538=1.673
感 度 : S=β2=(Sβ-Ve)/2r=(33.06-0.538)/36=0.903
校正後のばらつき : σ2=β2/η=1/1.673=0.5977
目標値がβ0=1ですから
校正後...

















-その原点を考える")





