

1. 日本とアメリカで規格が異る研磨紙
組織観察試料用に砥石などで切断した面や埋込をした直後の状態は見た目では平らですが、光学顕微鏡観察するためにはさらなる平滑面が求められます。研磨工程は専用の研磨盤やガラス板などの平らな面に研磨紙をセットして行われます。
面出しでは試料と樹脂の凹凸をなくして平らにすることが求められます。使用する研磨紙としては目の粗い研磨紙を使用します。また、面出しで観察面が斜めになったり、ダレたりするのを防ぐためにダイアモンド粒子を使用した研磨盤もあります。また必要以上に目の粗い研磨紙を使用して、試料に大きなひずみを負荷しないことが重要です。面出しに使用する研磨紙としては鉄鋼材料であれば#180~240、アルミニウムなどの軟らかい非鉄金属材料であれば#400~600程度がよいです。
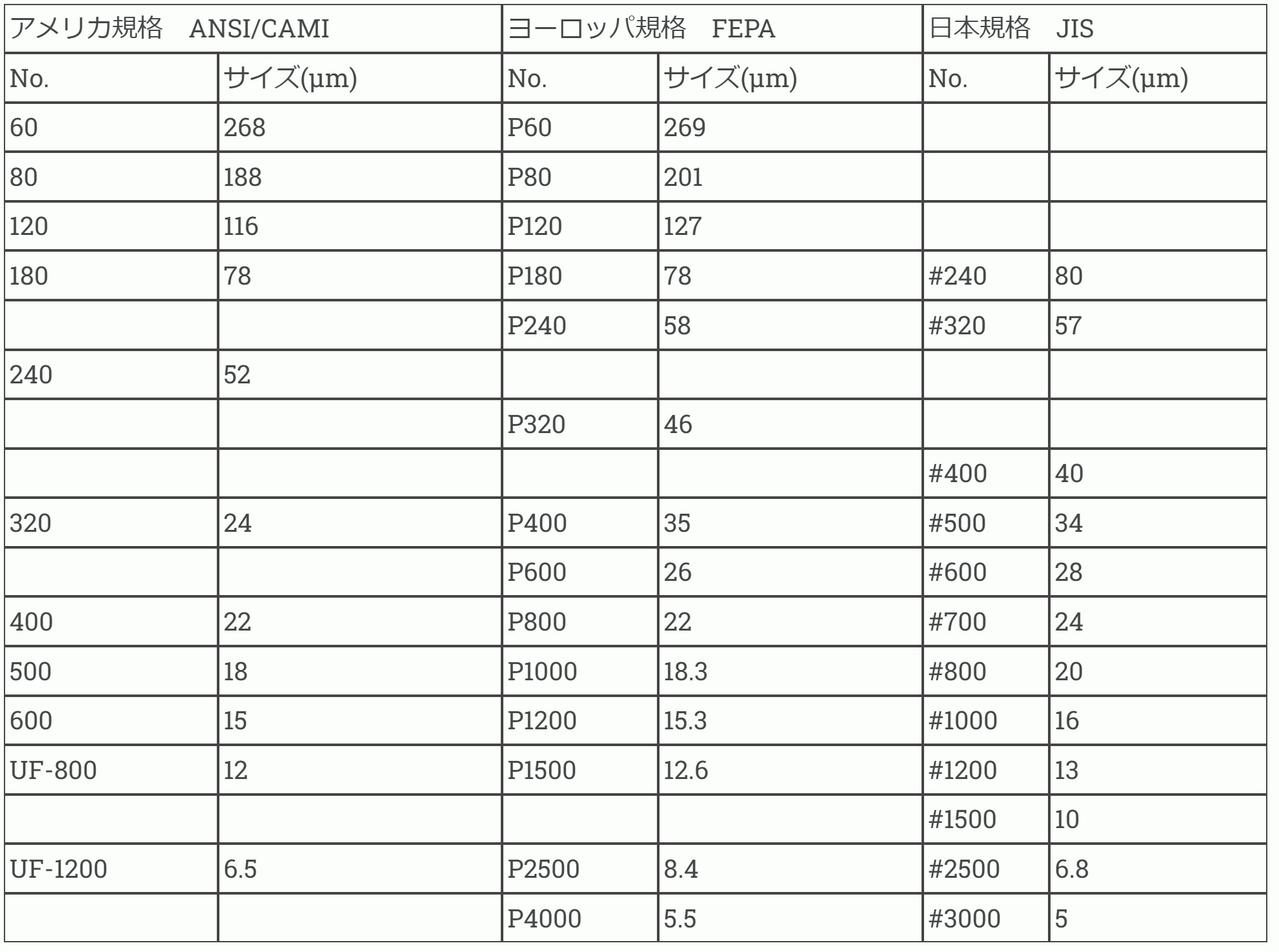
研磨は主に研磨紙による研磨を指しますが、ダイアモンドディスクによる研磨も最近では行われています。研磨紙は日本とアメリカなどで規格が異なります。その仕様を下表に示します。研磨紙は様々な粒度のものがありますが、組織観察において#1500~#2000程度まで行います。軟らかい材料ではP4000などの研磨まで行うこともあります。
表 研磨紙規格の比較表
2. 研磨作業、研磨盤
研磨作業は、昔は手で研磨紙を使用して研磨(手研磨)していましたが、現在では回転する研磨盤を使用して自動で行うこと(自動研磨)が多いです。手研磨も自動研磨も、試料にかかる研磨の応力(研磨量)は一定ではないため、研磨の位置や方向によって研磨されやすい場所とされにくい場所があります。
回転する研磨盤の例を下図に示します。回転する研磨盤の入側は研磨されやすく、出側は研磨されにくくなります。また、腐食断面組織観察などの断面組織観察を行う時には出側に断面をセットして研磨すると、断面端がダレずに鮮明な研磨面が得られます。また、研磨盤の中心ほど回転が遅く、外側ほど回転が速くなります。そのため、外側ほど研磨されやすくなります。
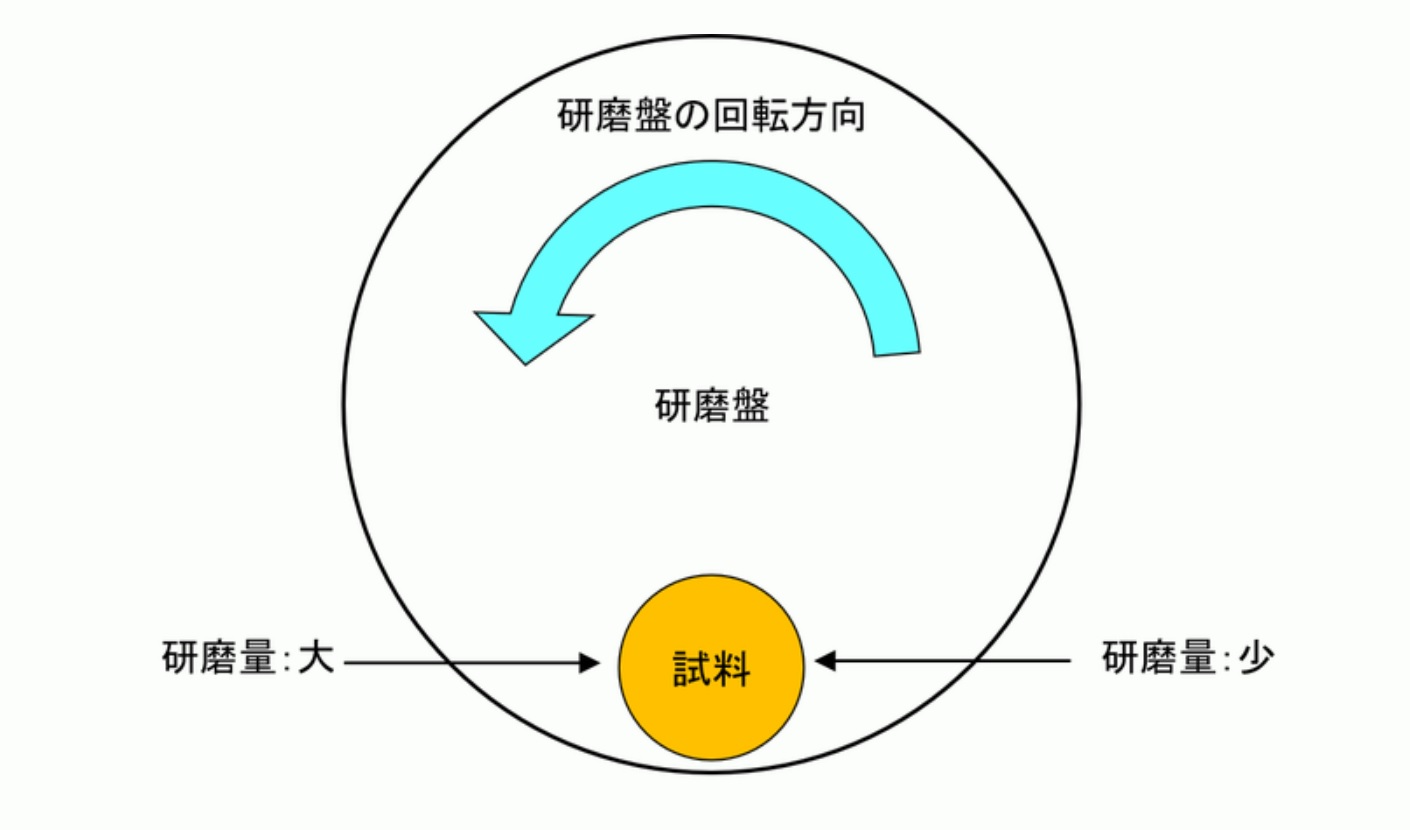
図.研磨盤と資料の位置による研磨量の違い
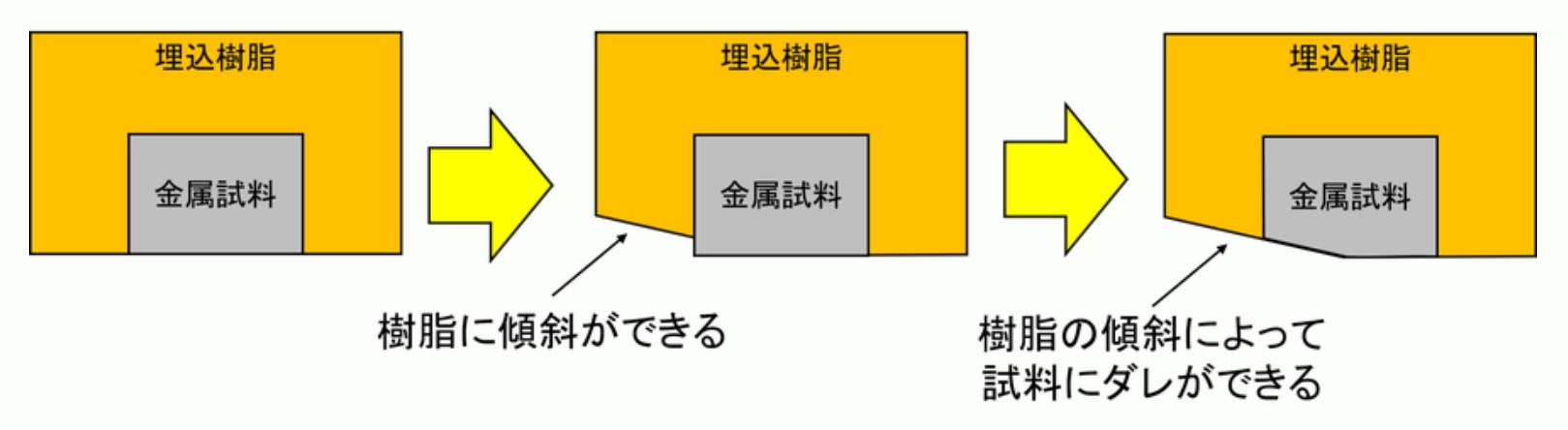
研磨のダレの模式図を下図に示します。見た目ではわかりずらいですが、研磨の応力の不均一によって試料面(特に樹脂側)に傾斜ができます。そして樹脂の傾斜に引きずられて金属試料も傾斜ができます。通常の自動研磨機では試料が回転しているため、試料面の一部だけ傾斜ができることはほとんどありません。全体的に樹脂の端部では少し傾斜ができますが、金属試料は樹脂の中心に配置されることが多...



















-その原点を考える")




