【目次】
ここでの「DX(デジタルトランスフォーメーション)」は、企業がデジタル技術を用いて、過去の技術や仕組みで構築されているシステムから業務フローの改善や新たなビジネスモデルの創出し、自社の経営戦略の変革を実践することとします。また、その対象は、表題にあります見積システムを中心に述べます。DXのステップに沿って見積システムを経営戦略の一つ含めた考え方を解説します。
通常DXのステップは、以下のように示されています。
- ①デジタイゼーション アナログからデジタルへ
- ②デジタライゼーション デジタルからシステムへ
- ③デジタルトランスフォーメーション システムから経営戦略ツールへ
今回は、その2として、プロセス全体をデジタル化する。全域的なデジタル化。(②デジタライゼーション)について解説します。
2. プロセス全体をデジタル化する。全域的なデジタル化。(デジタライゼーション)
図表4 見積システムの構築
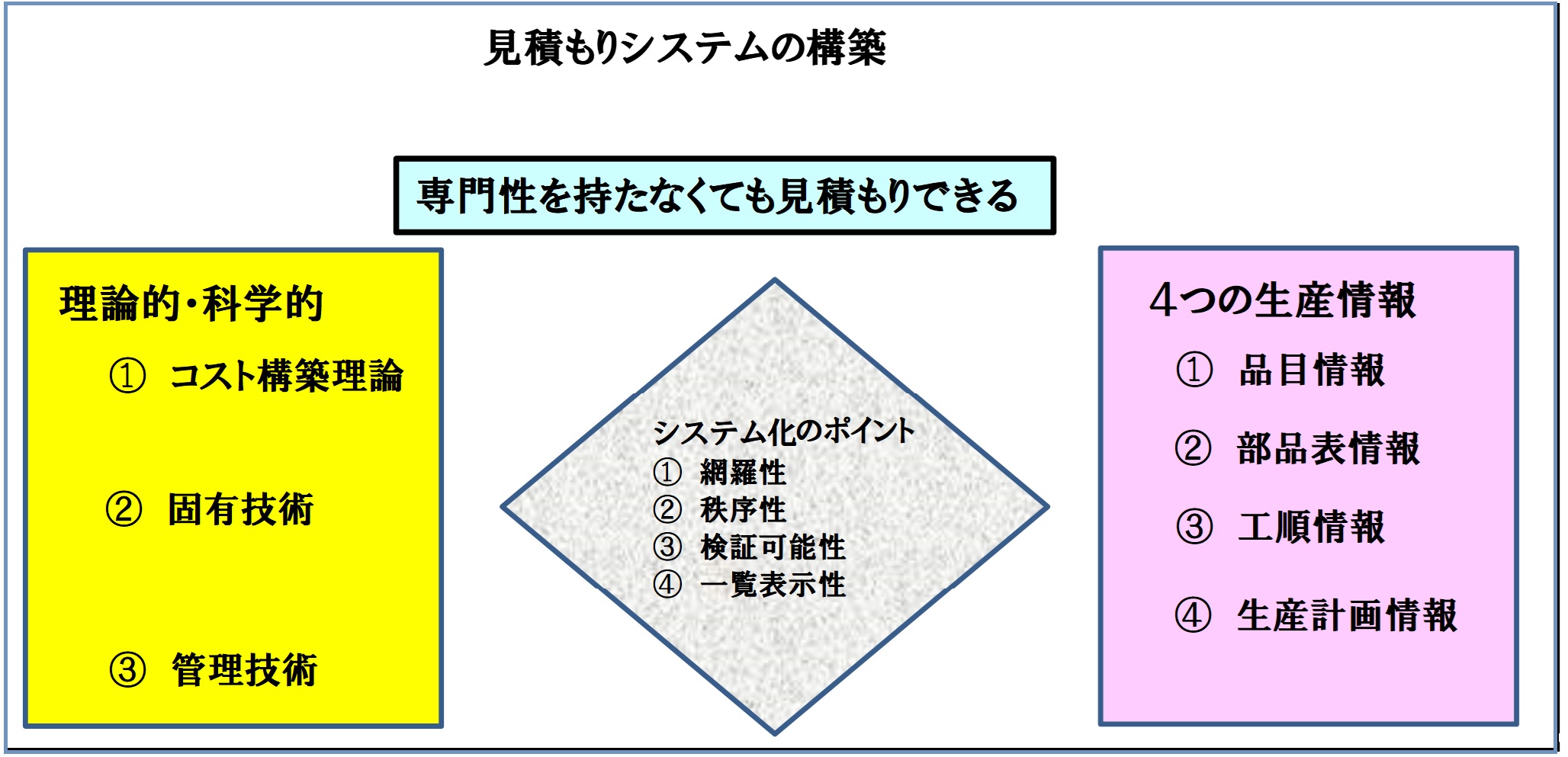
当初の見積システムは、事務的なワークをシステムに置き換えるものでした。そして、つぎの段階では、見積もり全体を考えたシステム化です。具体的には、単純に計算することではなく、専門的な知識への依存度を下げながら、実務に沿った考慮するべき作業を加えていくことです。
まず、最初の段階では、生産に関する情報を整理して、体系的にまとめておくことが必要です。
- ①品目情報 製品や部品などの品目について情報で、図面所や仕様書のこと
- ②部品表情報 製品を構成する部品を表した部品構成表のことで、M-BOM(製造部品表)のこと
- ③工順情報 品目を製作するための加工工程と順序を表したもののこと
- ④生産計画情報 生産するロット数と総ロット数のこと
これらの情報は、生産活動に必要な情報であり、「製品をそのように作るのか。」を表すものです。これらの情報から見積金額が算出されることになります。そして、見積金額は、この生産情報をもとに算出します。
「製品売価は、材料費と加工費、および運賃」で構成されます。加工費は、分や時間など単位時間当たり加工費(時間単価)と所要時間を乗じて求められ、所要時間は段取り時間と作業時間からなります。さらに、作業時間は、手扱い時間と機械時間、付帯時間からなり、さらに構成要素へと分けられ、各々の要素の求め、それらの金額を積み上げることで決めます。これが、理論的・科学的なコストの求め方です。
固有技術とはものづくり技術のことで、旋盤加工であれば、「どのような加工ができるのか」、「どのような形状が可能なのか」、「どこまでの精度が可能か」などです。
旋盤加工を例にさらに詳しく考えます。
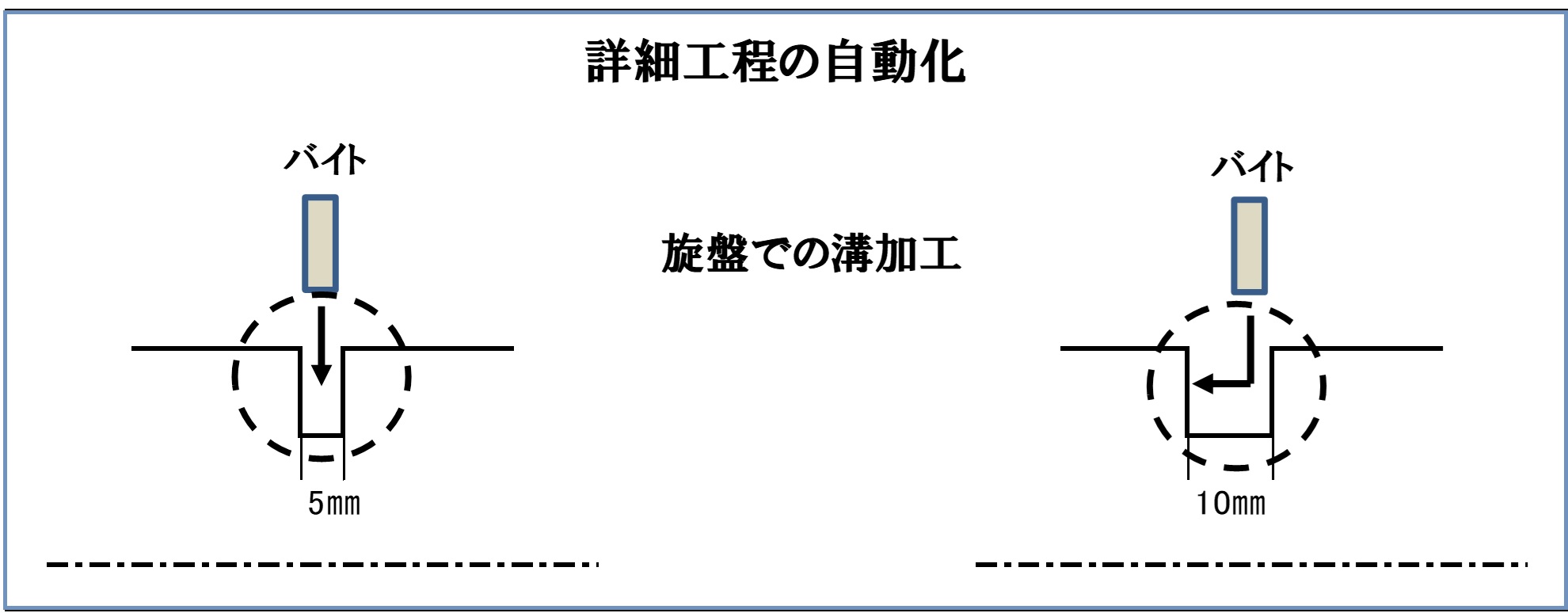
作業時間の中の機械時間には、外径加工や端面加工、溝加工などの詳細加工工程があります。そして、溝加工を例にすれば、溝加工には2つのアプローチがあります。溝幅が狭い場合には、バイトを一方向に送り加工します。これに対して溝幅が広い場合には、長さ方向を含めた2方向に移動して加工します。
図表5 溝加工の種類と手順
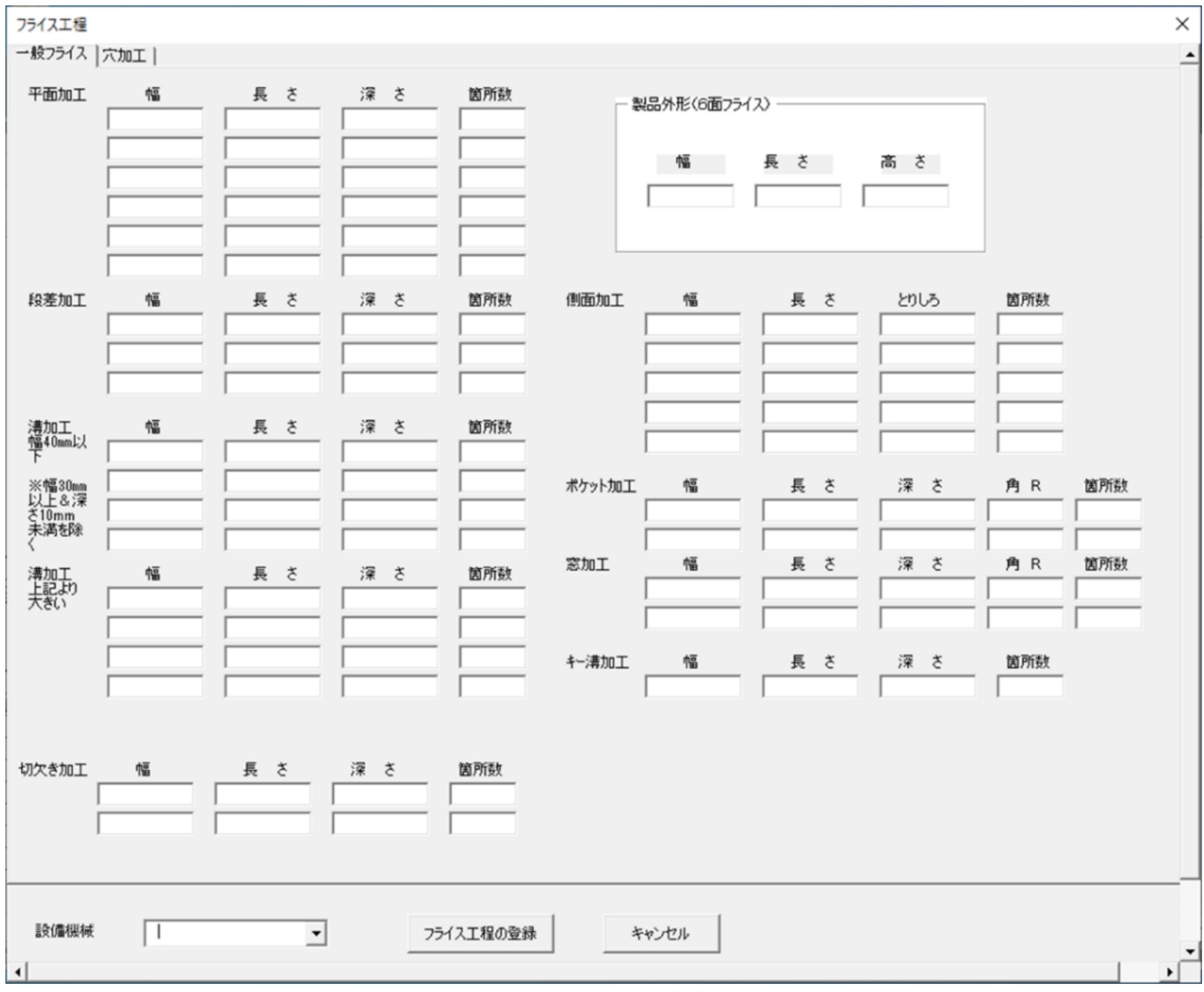
これは、弊社の見積ソフトのフライス加工の入力画面なのですが、フライス加工について、平面加工や段差加工など工具の種類や直径で加工時間が大きく変わってきます。このため、多くのデータをもとにベストな加工時間で切削できる工具と径をシステムで選定することができるようにしました。(図表5)
弊社の見積ソフトでは、素材に加工個所の寸法を入力すると、加工時間と加工費レート、その明細を算出します。これらの結果は、見積もり担当者が、高い専門的な知識を持たなくても金額を算出することができます。このように溝幅によって、加工の仕方が異なるのです。このように形状の寸法によって、システムが判断をして、機械(加工)時間を算出します。これが、固有技術を見積もりシステムに反映することになります。
これらは、会社の生産技術力(固有技術)であり、DFMやRPAの基礎データになっていきます。ただ、ここで注意すべき点があります。それは、CADデータから見積金額をシステムで自動的に算出しようという考えです。この相談は、近年よくいただくものです。
これは、単純に見積金額を知るだけであれば有効ですが、コストダウンのために有効ではありません。設計者が、図面とコストの関係について、しっかりと理解を高めることによって、目標原価の達成をすることです。これが、コスト力です(コスト・シミュレーション力)。
図表6 フライス加工の入力画面(ポンチ絵見積もりくん)
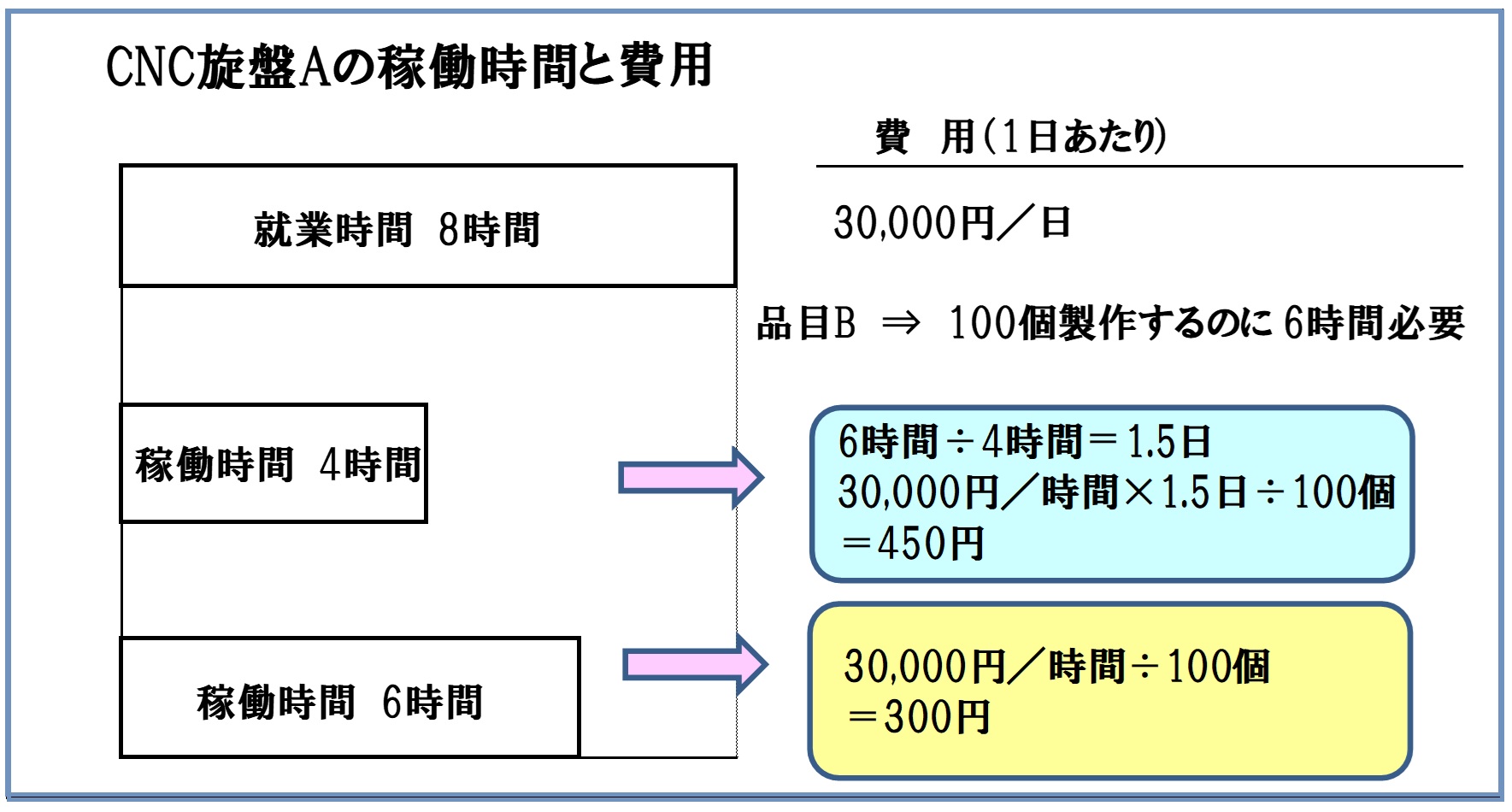
つぎに、管理技術は、生産性の高さと言えると思います。
技術力が優れていても、効率が悪ければ、見積金額は高くなります。たとえば、設備機械の稼働率があります。1日8時間の就業時間に対して30,000円の費用が発生しているとします。そして、製品Bを製作するには、設備機械を稼働している時間が6...