
【実践編 第2章目次】
第2章 流れ生産で工場に流れをつくる
1. 流れをつくる生産のライン化の手順
2. 多工程持ちで少人化を実現させる
3. 少人化で生産ラインを効率よく、柔軟にする
4. かんばんのしくみで引っ張り生産に転換する←今回の記事
第2章 流れ生産で工場に流れをつくる
実践編 第2章から、JIT改革の具体的な実践手法についての解説に入ります。「流れ生産」は、職場や現場に流れをつくる改革です。「流れ生産」「少人化」「かんばん」の3つの手法を取り上げます。
4. かんばんのしくみで引っ張り生産に転換する
かんばんは、モノの管理と作業指示のためのしくみ。わかりやすい「目で見る管理」にも有効。生産現場でいう “カンバン”には、 2種類あります。ひとつは、漢字で書く 「看板」で、モノの置き場や名前などを表示することで改革の基礎をつくる、 5Sの「整頓」で用いられます。通称、「漢字看板」「表示看板」などと呼ばれます。もうひとつは、ひらがなで書く「かんばん」で、部品などの在庫管理や作業指示などに使われます。「ひらがなかんばん」とも称します。
◆かんばんでモノと情報を管理する
かんばんは、工程で使われる部品や仕掛り品などの在庫管理と、作業指示のために使われ、モノに付いて工程間を行き来します。形態は、プレートタイプや箱タイプなどがあり、かんばんを見れば、やるべき作業がわかるように記されているため、効率的でムダのない生産を維持できます。
また、モノと情報を一体化させ、引っ張り生産の流れをつくるためのしくみであり、 「目で見る管理」にも有効です。
◆かんばんの導入が適しているのは?
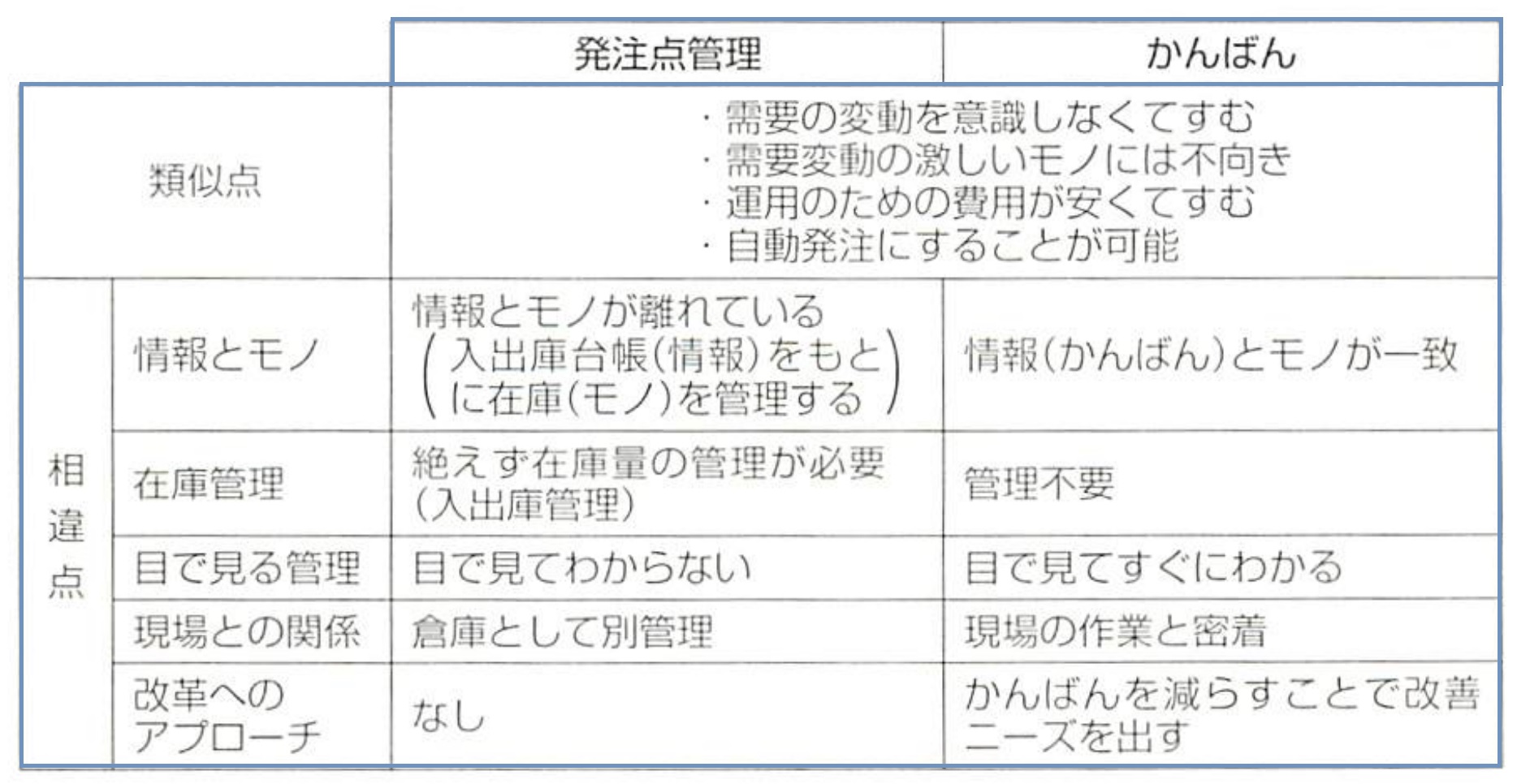
かんばんは、統計的在庫管理手法といわれる「発注点管理」を参考にできたしくみです。「発注点方式」とは、抱えている在庫が減っていき、ある在庫数(発注点)まで減ったときに、常に一定の数量が発注されるしくみです。
発注点方式は以下のような特徴を持っています。
- 需要の変動を意識せずに管理ができる
- 需要の変動が激しいモノには不向き
- 運用のための費用が少なくてすむ
- 自動発注システムにすることが可能である
- 事務作業が軽減される
これらの特徴から、発注点方式は、消費量が安定して、入手や保管が容易で、比較的安価という特性を持つ品物の在庫管理に向いていることがわかります。
ここで重要なことは、特徴②の「需要の変動が激しいモノについては不向き」という点であり、つまり、発注点方式は、需要が安定しているモノに向いているということです。発注点方式を参考にしたかんばんにも、同じことがいえます。需要が不規則に変動しては、欠品や滞留在庫が出てしまいます。
そこで、生産計画の段階で、品種と数量を...
















































































-戦略・知識-")



