

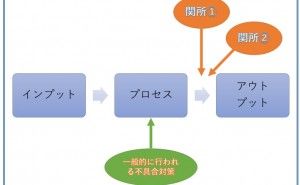
1.モノを移動しているだけでは付加価値は上がりません
各々の工程で素材から加工や組立を繰り返し、自工程から次工程に移動させて付加価値をつけて製品に仕上げていきます。自工程から次工程へモノを移動させる時の作業手順をじっくりと細かく観察してみますと、①出庫、②荷揃え、③積み込み、④搬送、⑤荷卸し、⑥格納という作業をしていることが分かります。
場合によっては多少簡略している作業もありますが、この手順に沿ってモノの移動という搬送作業が行われています。モノを移動するのは、自工程で加工ができなかったり、次工程でやれば効率がよくなるために移動させています。でもモノを工程間で移動すれば、そのたびに付加価値を生まない取り置き、探し、積み替えなどのムダな作業も増えることになります。
この社内の移動にかかる費用は、お客様には請求ができない領域になっています。社外の移動費用は、どの方法で、どれくらいの頻度で、どのような梱包方法でなどと細かな取り決めをして、経費負担を明確にすることで製品に上乗せしています。しかし社内の搬送作業はコストを細かく計算することは稀です。ですからコストがどれだけかかっているかも計算することができないので、改善のメスも入りにくくなっています。
以前は大ロットを搬送することで、移動作業の効率化を図っていましたが、昨今の市場環境の変化によって、多くが多品種小ロット生産になり、移動するロットサイズは段々と小さくなり、納入頻度も増えきています。従って社内の搬送や移動に関わる物流費用は確実に上昇しています。
今まで見えなかったこの社内物流費用を削減するために、「移動させないで移動させる」という逆転の発想をして、作業や工程そのものを見直してみましょう。まったく矛盾している考えですが、「タテとホコ」の戦いのように相手のことをしっかり研究し叩き潰す挑戦意欲に駆られます。
移動自体に付加価値はありませんので、①いかになくせないか、②できないならば半分にできないか、③それでもだめなら今度はローコストの自働化で対応できないかと考え直して取り組んでみましょう。普段余り考えない作業領域なので、宝の山が必ず発掘できます。
2.水すましや牽引車を使ってオペレータは移動させない
自工程から次工程への社内のライン間の移動は、いわばサービス業務と考えてみましょう。
後工程はお客様という考えを持つと、レストランの給仕のような役割に相当します。オペレータが自工程からラインを抜け出して、次工程にモノを移動させるとその間に自工程は作業が止まったままになります。これでは作業や流れのリズムが作れなくなります。
今一度確認すべきことは、工場で一番付加価値を生んでいるのは現場のオペレータであることです。そのためにそのオペレータがラインを出ないように、工程間の搬送の受け渡し作業を、給仕の役目をする水すまし作業の担当を設置します。
オペレータは生産に専念してもらい、最大限に生産性を上げ付加価値を上げてもらいます。その準備や後始末の作業も含めた移動に伴う一切の作業を、この水すまし担当者に任せていきます。単にモノの移動だけでなく、それぞれの工程や工程間の仕掛やタイミングのズレも把握して、調整作業も任せていきます。
これは現場の自律化の考え方です。任せていくことで、人は責任感を持って役割を果たしていくものです。水すましは工程間やラインの調整役も担います。ですから単なる物流マンではありません。
多くの工場でこの役割分担ができていないところでは、各工程のオペレータが自らモノを持って移動し、ついでに立ち話をして、さらには余分な歩行をして戻って来ることもあります。そのために出来高にバラツキが発生して、後工程に手待ちが発生したり、慌ててまとめて運ぶと、置き場を探すことになったりと迷惑を掛けてしまいます。
きちんとしたリズムある作業にオペレータは自ら規律を持って作業し、確実に出来高を確保すべきです。この役割分担を明確にすることで、工程間のリズムが安定してできるようになります。リズムができると繰り返し性が生まれ、改善のヒントも浮かんできます。
搬送の箱の大きさを揃えたり積みやすくする箱のパターン化、移動しやすいキャスター付きの台車化、さらにこれらをまとめて積んで移動できる牽引車(空港のマーシャリングカーのイメージ)を導入し、一度に数台移動させることもでき、搬送の効率を上げることができます。
同じところを移動させることになれば、シューターでも、からくりの原理を使った簡単な搬送機器も製作できます。さらに自作の無人で動かせる簡易AGV(数万円)も導入することで、人が伴わないでモノの移動ができるようになります。その時は工程間の入りと出の高さを揃えると、この自働搬送がより一層簡単にできます。このようにすることで、モノを工程間で「移動させないで移動する」ことが可能になっていきます。
3.工程結合、工程削減などで移動させないことを考える
モノを移動させないように、自工程でできるだけ多くの作業を取り込んでいきます。
後工程の作業を自工程に取組むという「工程結合」があります。これを社内の流れの中でできるだけ多くやることで、1つ1つの工程間の移動がなくせます。その移動の際の作業は、先に説明しました①出庫、②荷揃え、③積み込み、④搬送、⑤荷卸し、⑥格納という一連の作業です。ですから工程結合をしていけば、これらの6つの作業が掛け算で削減できる訳ですから、ムダが削減できコスト的にも大きなメリットが出てきます。
工程結合以外に、工程の見...






























-戦略・知識-")
-構築・維持-")



