望目特性と同じ静的SN比の仲間に望大特性と望小特性があります。これらの静的特性は機能研究の場にふさわしくないといわれながら、一方でよく使われているという現実があります。よく使われますが、そのぶん間違って使われている場合を散見します。最近は品質工学がポピュラーな手法になり、今では大丈夫でしょうが、もう20年近く前に、某大企業研究所の方が品質工学を使った実験をしておられて、その解析に愕然としたことがあります。
それは、直交表L18を使ったものでしたが、特性値は望小特性SN比でした。何の望小かというのが問題です。それは不良率でした。不良率は小さいほうがいいので、望小だというのです。今でも質問すると、望小の代表に不良率、望大の代表に良品率を挙げる方がおられます。これは、やはり望目の時と同じく、コトバの雰囲気で理解しているからこういう事態になるのではと思います。そこで、今回は数理的にこれらの言葉の説明をしたいと思います。そのほうがわかりやすいからです。なお、よく使われる最大の理由は、公式が簡単だということです。それにつきます。
1.望小特性SN比
始めに望小特性です。このSN比は一番簡単な公式で、暗記できるくらい計算も容易です。だからよく使われます。もしことばのイメージ通りなら、なんだって望小特性にできます。この式だけで解析可能ということになります。もしそうなら、多くの公式は全て不要です。(たとえば、目標からの差異をとれば、望小になるので望目は不要です。・・・間違いですが、そう思っている人も多いのです)

2乗和をとれば、すぐに導けます。大事なことは、このSN比が望目の時と違い、相対ばらつきには対応していないことです。ばらつきと平均の効果が1対1で計算されています。よって、この望小特性SN比が大きくても平均の効果なのか、ばらつきの効果なのかはわかりません。
2.望大特性SN比
次は望大特性についてです。結論からいうと、最も要警戒で、なるべく使わないほうが賢明でしょう。(個人的見解です) その理由を、公式の数理からみてみます。
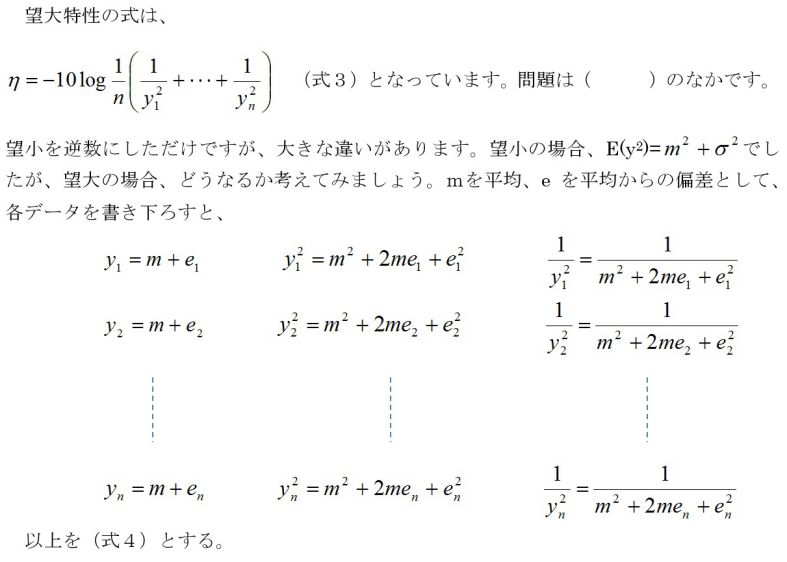
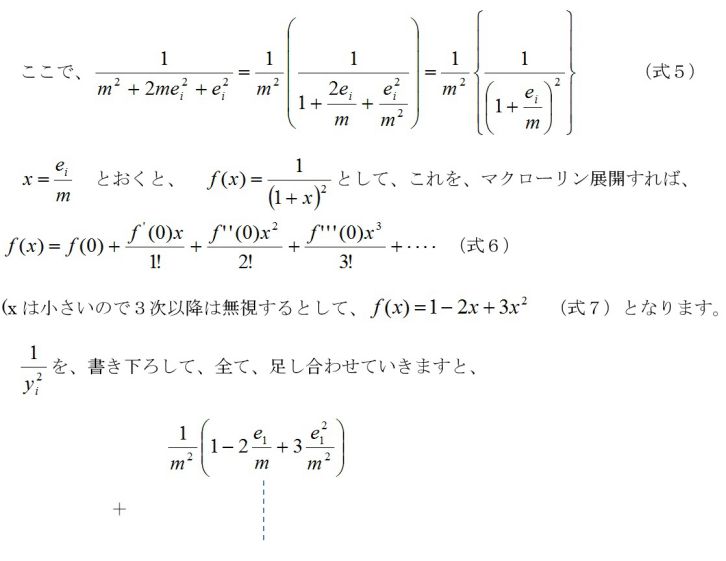
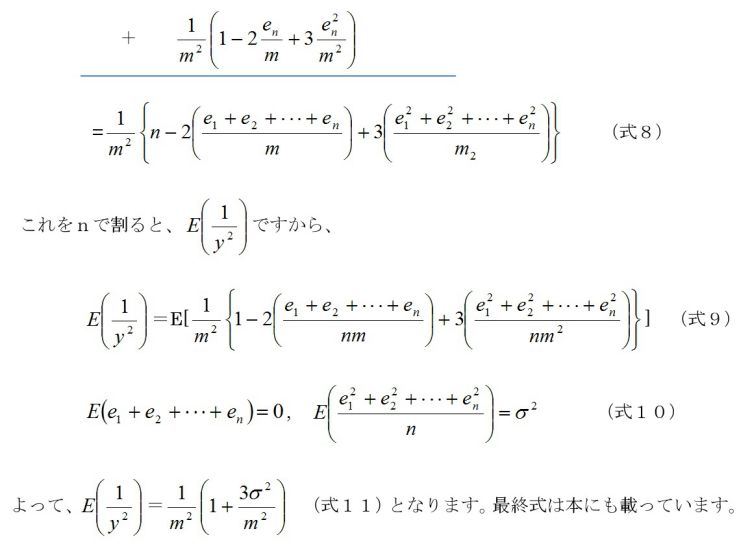
問題は、σがいかに大きくても、望大の場合はmも大きいわけで、3という係数がσにかかっていてもmの二乗で割っていて、さらにそれをmの二乗で割っていますから、σの効果よりも平均値効果mの方が大きくなります。よって、よほどばらつきに差がない限り、望大では平均の効果しか拾っていないといっても過言ではありません。ばらつき重視の品質工学に反しているのです。よく市販本に、望大特性を用いて評価するには、十分な誤差因子を取り込まねばならない、と書いてあるのは、この式が背景にあります。
しかし、十分なとはどのくらいでしょうか? 又、誤差因子を十分取り込んで実験するには、工数もかかります。望大特性をつかった解析が、通常の生データ解析と一致する場合が多いのは、十分な誤差因子を取り込めていないということかもしれないのです。
このように、静的SN比の公式で最も都合悪いのは望大SN比です。まだしも、逆数をとって、望小に切り替えた方がマシです。動的SN比を採用することが、技術開発の3要素...




















-守・破・離ー")




